
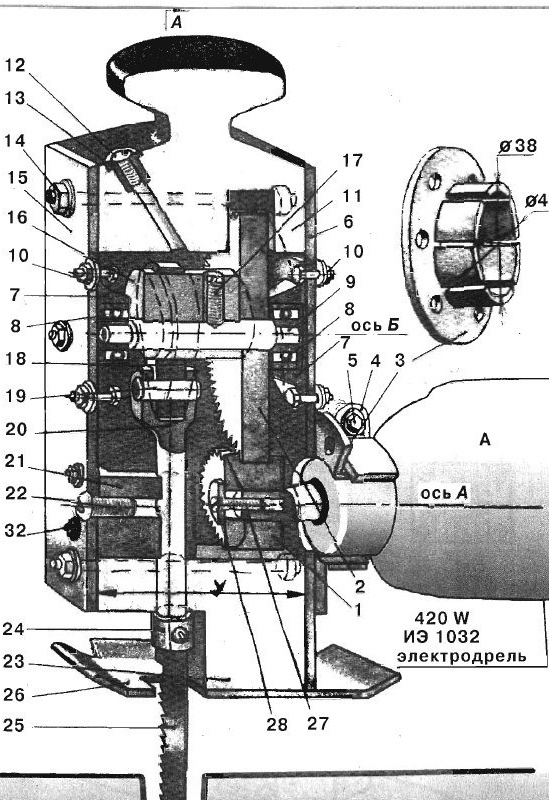
Afb. 1. Hand kruiszaag.
Het wordt in contact gebracht met het aangedreven tandwiel 2, waarna de gehele omzetter met een bout 5 op de hals van de boor wordt getrokken met een klem 4. Rotatie van de spindel door tandwielen 7 en 2 wordt overgebracht naar het excentriek 16, waarop de zwenkarm vrij zit oorbel 18. Het zet ook de rotatiebeweging van het excentrische 16 om in de heen en weer gaande beweging van de werkstang 20. De oorbel is verbonden met de staaf door een vinger 19. De heen en weer bewegende beweging van de staaf vindt plaats langs de geleider 21. Een zaag 25 is bevestigd aan het onderste uiteinde van de staaf, die alleen werkt in spanning. Daarom zijn de tanden van de zaag naar boven gericht.
Zoek voordat u begint met het maken van de converter naar een paar tandwielen. Hoogstwaarschijnlijk vindt u het juiste paar in oude apparaten, versnellingen, versnellingsbakken. De diameter van het rondsel 1 mag niet groter zijn dan de diameter van de hals van de boor. Dit is nodig om het tandwiel vrij in het gat van de lagerflens 3 te laten komen. Het zal beter zijn als de breedte van het rondsel minimaal 20 mm is, wat een betrouwbare aangrijping met het aangedreven tandwiel garandeert, aangezien de eerste landing op de kegel gepaard gaat met grote longitudinale verplaatsingen. De hoogte van de tanden van de tandwielen moet 3-4 mm zijn om hun beste aangrijping te garanderen, rekening houdend met onnauwkeurigheden bij de montage, boren onder bouten, loszitten op een boor en klemmen met een klem. Om het aantal heen en weer gaande bewegingen van de stang 20 te verminderen en de snijkracht te vergroten, moet de overbrengingsverhouding gelijk zijn aan drie. De overbrengingsverhouding wordt bepaald door de verhouding tussen het aantal tanden van het aangedreven tandwiel en het aantal tandwielen.
Een bijpassend tandwielpaar bepaalt de beginafmetingen van de gehele omzetter. Indien nodig moeten hun interne gaten worden aangepast voor de boorkegel en as 9. Als de diameters van de tandwielgaten kleiner zijn dan de diameters van de kegel en as, moet u ze op een draaibank boren. Als de diameters groter zijn, is het nodig om de adapterhulzen te slijpen (ze zijn niet aangegeven op de tekening). Nadat u klaar bent met het werk in verband met het afstellen van tandwielen, gaat u verder met het tekenen op ruitjespapier van de hele structuur als geheel. Een extra berekende waarde is de slag van de zaag. Het kan gelijk zijn aan 10-14 mm.Daarom kent u de afstand tussen de assen A, B en C, evenals de afmetingen van het excentrische 16. Nadat u het excentrische op de as 9 hebt getekend, bepaalt u de diameter van het gat van de oorbel 18 die op het excentrische slingert, de afmetingen van de staaf 20 en de geleider 21. Er moet worden opgemerkt dat deze onderdelen werken met glijdende wrijving. Daarom is het voor hun vervaardiging noodzakelijk om blanco's te selecteren uit ongelijke metalen als staal en brons, staal en messing. Volgens de tekening kunt u beter zien welke u moet kiezen voor een paar kogellagers 8. De binnendiameter van de lagers mag niet groter zijn dan 10 mm. Afhankelijk van hun buitendiameter worden de afmetingen van de flenzen bepaald 7. Nadat alle afmetingen zijn opgehelderd, gaat u verder met de fabricage van de onderdelen van de convertor. De meeste zijn op een draaibank gedraaid. Snijd uit eikenhouten balken met uitsluitend beitelbeitels de bovenste 11 en onderste 23 delen van de koffer. Let vooral op het parallellisme van de eindvlakken en de gelijkheid van maten X en Y (zie Fig. 1 en 2).
[/ center]
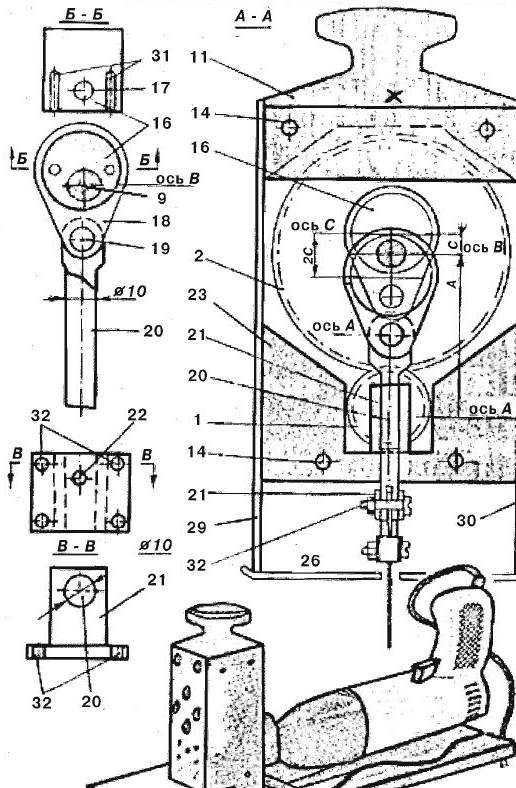
Afb. 2. Hand kruiszaag.
Deze afmetingen zorgen voor nauwkeurige montage en betrouwbaarheid van de machine. Smeer de binnenoppervlakken van de staven in met epoxyhars of oliebestendige lak. Lijn het excenter 16 uit met tandwiel 2 op de gemeenschappelijke as 9 en boor twee gaten voor de bevestigingspennen 31. Open de pennen op het tandwiel nadat u ze in het excentrische lichaam hebt gedrukt. Boor vervolgens een gat en snijd de draad voor de bevestigingspen 17. Na zorgvuldig markeren, boor gaten op de boormachine op de oorring 18 en de staaf 20, let daarbij op de parallelliteit van de assen van de as 9 en de pen 19, het gat in de oorring is blind en heeft een slippassing in de staaf. Zaag de geleider met een ijzerzaag uit de stalen staaf en boor hierin gaten voor de bevestigingsbouten en de stang. Het steelgat moet worden bewerkt met een ruimer. Snijd van duraluminium met een dikte van 3-4 mm de behuizingshoezen, rechts 29 en links 30, achter 6 en voor 15, evenals de steunplaat 26. Vouw de voor- en achterkappen samen, klem ze vast met een klem en boor gaten voor de bouten 14, bevestiging de bouten van de flenzen 10 en het gat voor de schroef van de nippel 22 van de geleider. Na het voltooien van alle bewerkingen, gaat u verder met de montage van de machine. Schroeven en ringen die niet in de tekst zijn aangegeven, maar in de afbeelding zijn aangegeven met nummers 12, 13, 24, 27, 28, 32, worden kant-en-klaar genomen.