

Tegenwoordig voor velen het onderwerp van het buigen van het profiel thuis voorwaarden om verschillende redenen.
Allereerst zijn dit de productiekosten en doorlooptijd. Extra grote levering is een aparte zaak.
Ten tweede is nauwkeurige maatvoering veel gemakkelijker op de plaats van installatie.
En de derde. Op zo'n instrument kun je desgewenst zelfs krullen buigen met een variabele radius.
De auteur koos voor het meest gebruikelijke schema, met een roller op een scharnier en een hydraulische krik.






De carrosserie was gelast van de restanten van de 20X40-buis en een krachtig kanaal.
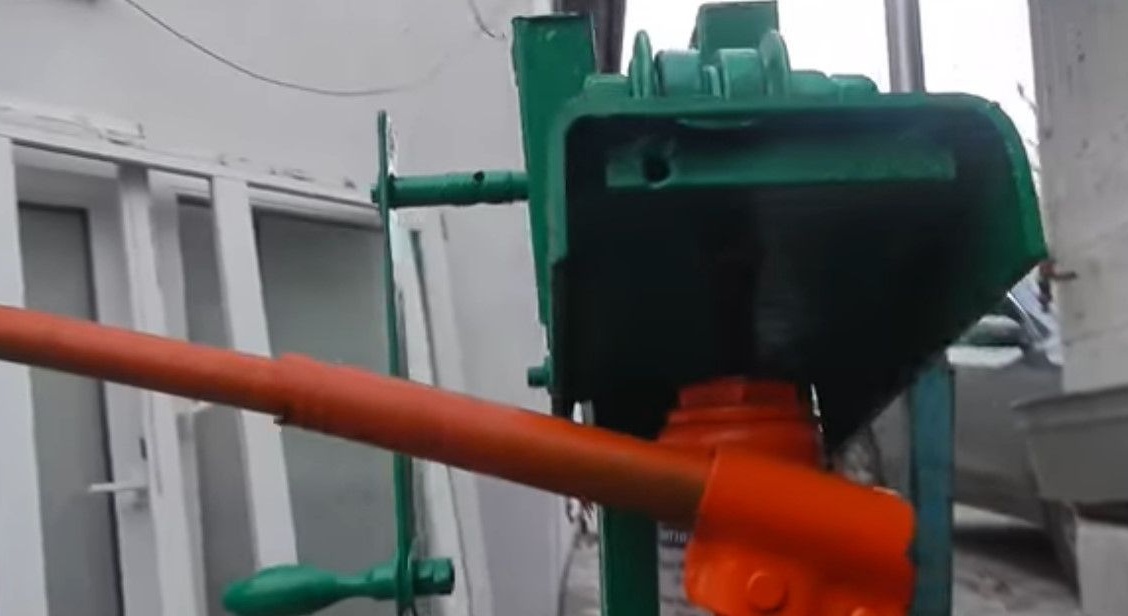
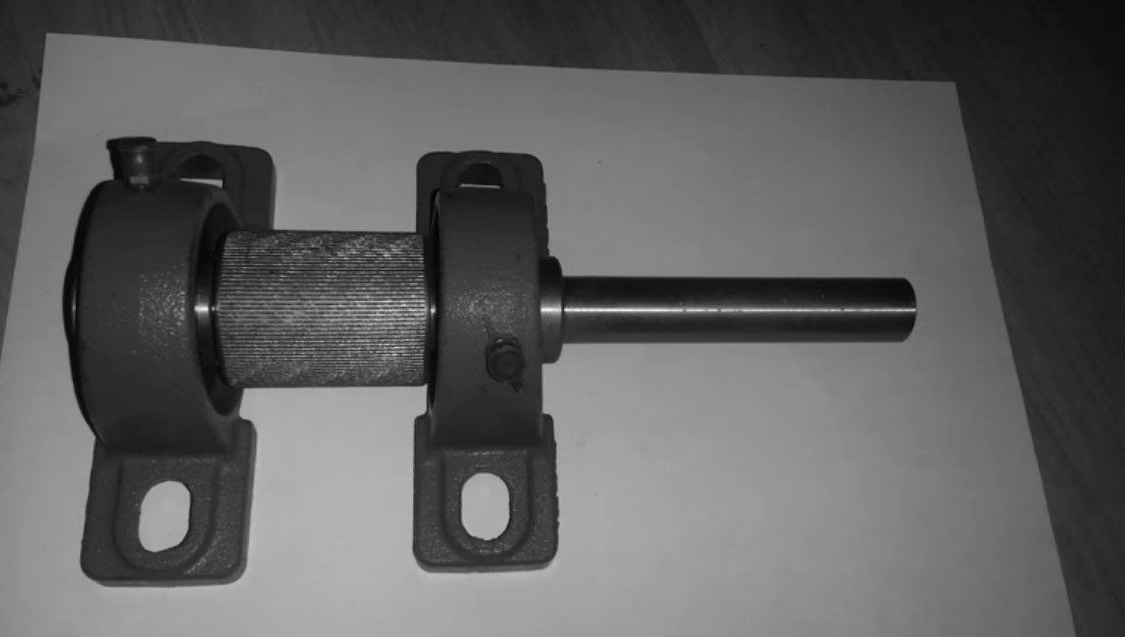
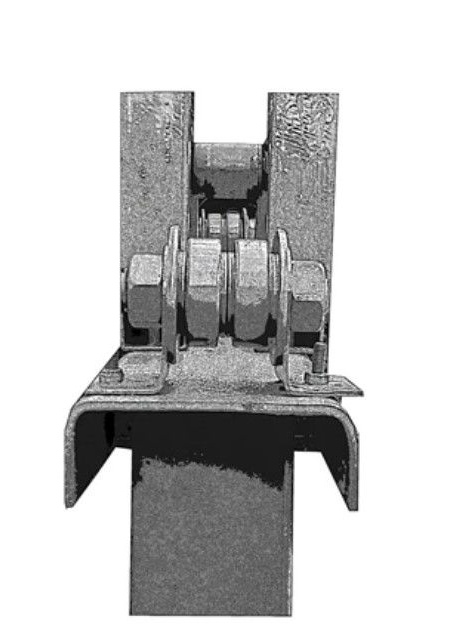
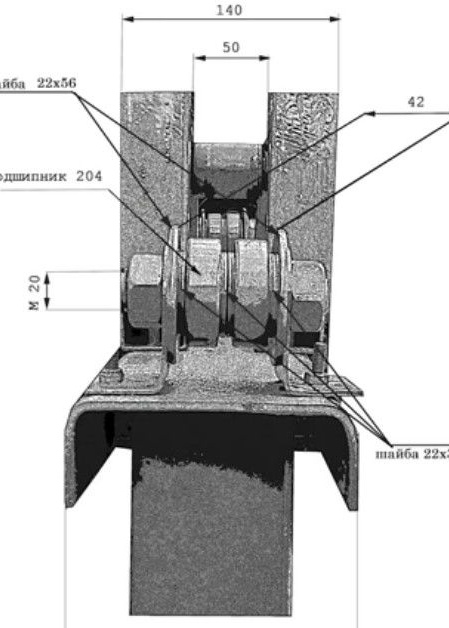
De auteur heeft de aandrukrollen maximaal vereenvoudigd:
De buitenste lagerring in dit ontwerp is het klemoppervlak.
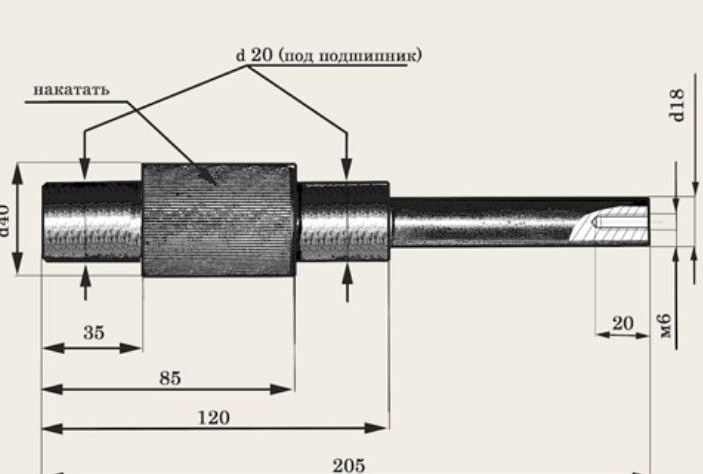
Schacht tekenen.
Om het te maken, heb ik een schets geschetst en besteld bij een draaier.

De kosten van de schacht bedragen ongeveer duizend roebel.
Zijn plan.
De auteur moest het volgende kopen:
Lagerunits voor 204 lagers - twee units.

Lagers 204 - vier stuks.


Hydraulische krik. Hardware en bevestigingsmiddelen.
Haarspeld M20

met ringen 22X37 en 22X56 mm.



Het vervult de functie van een schacht.

Grote ringen dienen als begrenzingsflenzen.

Met hun hulp is het niet nodig om zijstops te gebruiken.

Tegelijkertijd blijft het mogelijk om de geometrie van de aandrukrollen voor verschillende profielen te wijzigen.
Het is voldoende om de benodigde sandwich uit de ringen te halen.

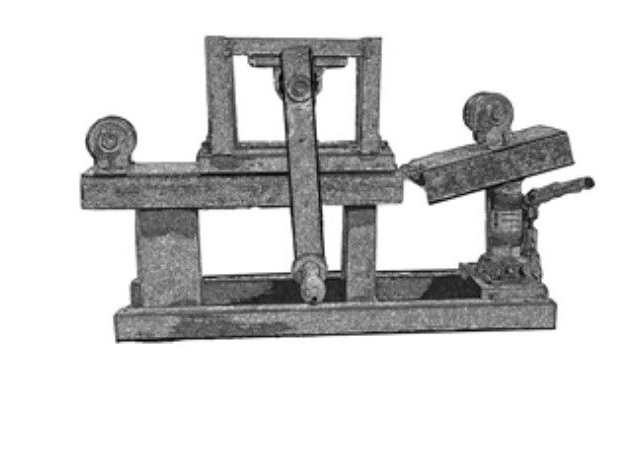
Alle afgewerkte gelaste blokken zijn zonder lassen met elkaar verbonden.

Dit gebeurt op bouten, zodat de mogelijkheid van verplaatsing ten opzichte van elkaar blijft bestaan.
Vanaf de eerste keer bleek het ontwerp van de machine behoorlijk succesvol.
De boog is symmetrisch en gelijkmatig.


Het fabricageproces vereist geen speciale fysieke inspanningen.
Bij elke pass krikken we de rechterkant van de machine lichtjes op.


Dit verkleint de buigradius van het profiel.


De hendel is gemaakt van 3X40 strip.

Handpen van een oude vleesmolen.
De montageplaats van de hendel op de as in ongemonteerde vorm.



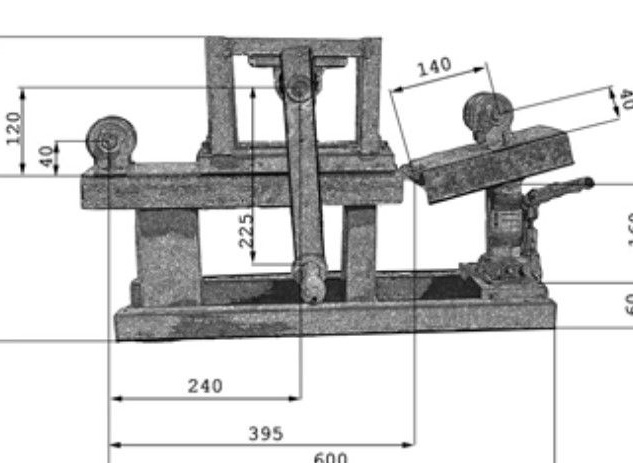
Hier zijn de eigenlijke tekeningen.

Waarschijnlijk geen tekeningen, maar diagrammen, maar de auteur probeerde de benodigde afmetingen zo duidelijk mogelijk weer te geven.
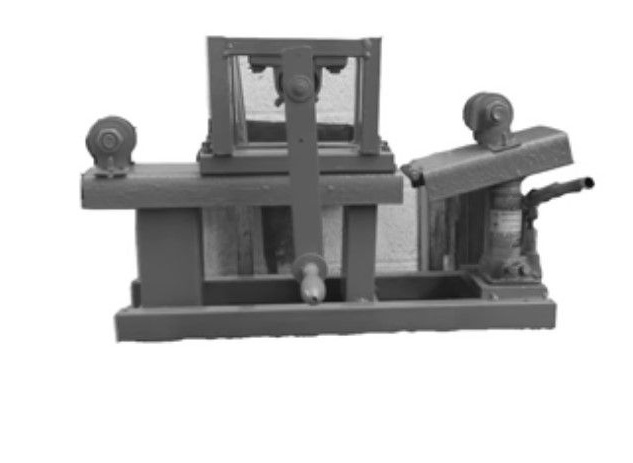
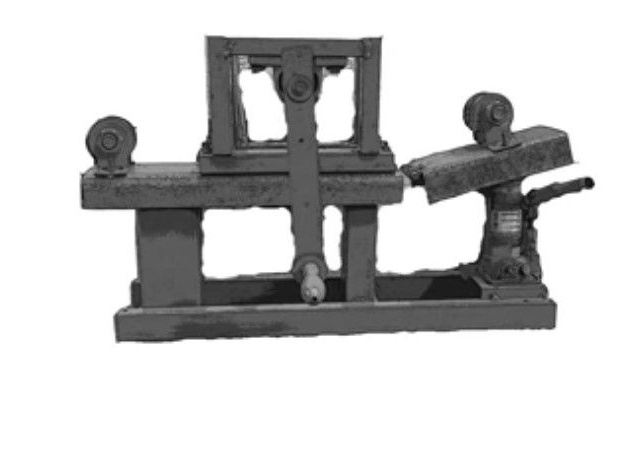
Dit is een succesvol en door een auteur getest ontwerp.
Het zorgt voor een soepele doorgang van het profiel door de rollen en geeft de juiste boogvorm.

Er moet aan worden herinnerd dat het profiel op 240 mm van de rand van het werkstuk recht blijft.

Het rechte gedeelte is goed zichtbaar bij kleine werkstukstralen.

Voor de vervaardiging van bogen met kleine radii moet een marge van 25 cm overblijven, die later indien nodig kan worden gesneden.
Door het ontwerp van de machine kunt u uw creatieve mogelijkheden uitbreiden.

Zo is het mogelijk om niet alleen bogen te maken, maar een profiel in verschillende richtingen te buigen, en niet alleen in één vlak.

Om dit te doen, knijpt u gewoon in de as, draait u het profiel 180 of 90 graden. U kunt ook het klemmechanisme zelf veranderen. Door klemmen te installeren voor buizen met verschillende diameters - dezelfde machine kan buizen gemakkelijk buigen.
U moet het klemsysteem in de buurt van de krik zeker optimaliseren door het uit te rusten met een liniaal. Dan hoef je niet te raden met de straal van het gebogen deel!
Veel dank aan de auteur voor het geleverde werk en de geleverde tekeningen.
Het is jammer dat het creatieproces niet wordt gefilmd, maar de mensen zijn ruig. En voor degenen die het profiel alleen buigen, zijn ze helemaal bevriend met lassen en tekenen!
Geplaatst door Evgenich, video door de link