


Het onderwerp PCB-fabricage in thuis workshop zou onvolledig zijn zonder een beschrijving van het vertinnen. Beschouw het in principe en in relatie tot onze borden. Dus.
Vertinnen op zichzelf is een prachtige manier om veel metalen, maar meestal koper en ijzer, te beschermen tegen oxidatie door zuurstof uit de lucht, de werking van zuren en logen. In wezen bestaat het erin het beschermde metaal te coaten met een dunne laag van een ander metaal dat beter bestand is tegen oxidatie. Een van de meest gebruikte metalen hiervoor is tin, dat zeer weinig wordt aangetast door lucht en vocht, en zwakke plantaardige zuren, vetten en andere voedselcomponenten werken helemaal niet. Het bedekken van een metalen oppervlak met een dunne laag tin wordt vertinnen genoemd en de tinlaag zelf is half tin. Bij het coaten van metaal met tin is het erg belangrijk om een volledig uniforme, dichte en duurzame tinlaag te verkrijgen die het metalen oppervlak beschermt tegen oxidatie.
Vertinde stalen potten en pannen zijn verdwenen, maar vertinnen wordt nog steeds gebruikt om ijzer (staal) te beschermen tegen alkaliën en zuren. Er is zo'n vrij algemeen materiaal als blik. In wezen verwijst dit concept in het algemeen naar plaatstaal gecoat met een beschermend metaal, of het nu zink, chroom of ons blik is. Met tin bekleed blik wordt juist in de voedingsindustrie gebruikt, in het bijzonder worden blikjes en enkele andere keukenvoedingsmiddelen gemaakt.
Vertinnen is ook een integrale bewerking die voorafgaat aan het solderen zelf. Het maakt niet uit, constructief of voor elektrische installatie. Eigenlijk ziet het solderen van bedrading er meestal als volgt uit: oppervlakken reinigen, flux toepassen, vertinnen. De gesoldeerde oppervlakken of conclusies worden indien nodig gevouwen. Op de soldeerplaats wordt een flux aangebracht. De plaats van het solderen wordt verwarmd en er wordt soldeer ingebracht, of er wordt trouwens ook een druppel gesmolten soldeer op de punt van de soldeerbout aangebracht, ook eerder vertind (koperen uiteinden). Na het verspreiden van het soldeer wordt de warmte verwijderd.Na te hebben gewacht op volledige kristallisatie en vervolgens afkoeling, wordt de soldeerplaats, indien nodig, gewassen van fluxresten (vooral voorzichtig bij het gebruik van zure fluxen) en, indien nodig, geïsoleerd. U moet weten dat geforceerde koeling van de soldeerplaats de mechanische eigenschappen van de naad aanzienlijk vermindert.
Het uitvoeren van sporen van printplaten, waarvoor we een gesprek zijn begonnen, is het ook gebruikelijk om te beschermen tegen oxidatie na fabricage, en tegelijkertijd voor te bereiden op montage (solderen). Met handmatige installatie kan de installateur de geoxideerde soldeerplaats wrijven en krassen, de fabrikant met gebogen handen herinneren met een kleine radio-buiging, en met geautomatiseerde montage zal een slechte voorbereiding van het oppervlak van de bordsporen leiden tot een groot percentage defecten.
In de amateurradiopraktijk is het vertinnen van de bordsporen gebaseerd op het feit dat het op een vlak oppervlak uniform is, veel gemakkelijker dan later, bij montage, voor elk element afzonderlijk. Dat wil zeggen, tijd wordt helemaal niet bespaard, besparing op soldeer is ook twijfelachtig, gezien de daaropvolgende extra poespas.
Dus temmen zou moeten zijn. De printplaat met vertinde paden is handig bij latere montage, ongeacht de opslagtijd, het zorgt voor een betrouwbaar mechanisch contact ("normaal", via de montageschroeven). Vertinnen elimineert ook kleine defecten aan de rupsen en verhoogt hun laadvermogen. Echt vertinnen met een soldeerbout, zelfs met een grote en platte "angel" is niet erg handig. Zo'n vertinnen ziet er niet erg slordig uit - verzakking, naalden en niet-geautoriseerde lateien, ongelijke moeilijk te beheersen middaglaag.
Voor gemakkelijk en snel vertinnen kunt u de methode van onderdompeling in de smelt gebruiken, waarvoor u een klein bad moet maken met een legering "Rose", verwarmd door een conventionele elektrische huishoudkachel.

De smelttemperatuur is 120-140 ° C. Om oxidatie en het verschijnen van een slakfilm op het oppervlak van de smelt te voorkomen, wordt deze gegoten met een laag chemisch zuivere glycerine met een dikte van 20-25 mm.
Het vertinnen gaat als volgt. Met een tang met lange steel grijpen ze de printplaat en onthoofden ze in een 5% zoutzuuroplossing, vervolgens wassen ze deze 2-3 seconden in stromend water en dopen ze 1-2 seconden in de Rose-smelt. Overtollige smelt van de printplaat wordt verwijderd met een wisser uit vacuümrubber. Daarna is het bord klaar voor montage en installatie van hulpstukken.
Installatie voor vertinnen moet worden voorzien van een kap. Om de temperatuur van de smelt “Rose” in het bad te stabiliseren, kunt u elke eenvoudige thermostaat gebruiken. Een thermokoppel van chromel-kopel wordt gebruikt als temperatuursensor. De nauwkeurigheid van temperatuurbehoud is ± 10 ° C.
Om een dergelijke installatie te maken, is het natuurlijk de moeite waard, ongeacht hoe groot het aantal printplaten of andere non-food dingen is die vertinnen vereisen. Ik ontmoette ooit een soortgelijke installatie in productie en daar werd het gebruikt om de uiteinden van de installatiedraad snel te vertinnen.
Voor kleine amateurradio-volumes van geproduceerde printplaten is een dergelijke installatie in de regel overbodig, vereist een extra, speciaal uitgeruste plaats en een behoorlijke hoeveelheid van de dure Rose-legering.
Handmatig vertinnen met een vulgaire soldeerbout kan echter enigszins worden gemoderniseerd, waardoor het resultaat aanzienlijk verbetert. Het is alleen nodig om het eenvoudigste instrument te maken van geïmproviseerde materialen en een soldeerbout te nemen die iets krachtiger is dan normaal. Dus.
De essentie van de methode is het gebruik van een capillair effect, een soort viltstift voor soldeer. Zijn voorraad in een gesmolten, begrijpelijke staat wordt geabsorbeerd in een koperen vlecht en wanneer hij "overschilderd" wordt, wordt hij veel zuiniger en gelijkmatiger geconsumeerd, in vergelijking met vertinnen met een "ongewapende" soldeerbout.


Wat werd er gebruikt in het werk.
Gereedschap
Een set tools voor radio-installatie. Het vereist een redelijk krachtige (65 ... 75 W) soldeerbout met accessoires. Een speciale klem voor het bevestigen van de printplaat is erg handig.
Materialen
Flux, soldeer, kopervlechtwerk, beter dicht, beter niet vertind. Koperdraad, een houten stok ter grootte van een potlood.
Om zo'n tool te maken is eenvoudig, je hoeft alleen maar de juiste vlecht te vinden. Meestal is het niet moeilijk: radioamateurs zijn hambroodjes met de eerste prioriteit en ze gooien bijvoorbeeld niet de restanten van schermen weg nadat ze kabels hebben doorgesneden. Daarnaast wordt een dergelijke koperen vlecht gebruikt als korte, hoogstroom flexibele geleiders, vaak voor aansluiting of aansluiting in aardlussen. Toegegeven, het is daar al vertind, wat in sommige gevallen lastig kan zijn (het gebruik van een ander soldeer). Er is ook een speciale dunne koperen vlecht voor bedrading, het is zonder vertinnen, het wordt gebruikt om overtollige soldeer-, soldeerelementen te verzamelen.

Hier worden afschermingen van de voedingskabel met afgeschermde geleiders gebruikt. Ze zijn behoorlijk vloeibaar. In de handen van een ander, veel dichter riet. Vertind.
Moet minstens één stuk in een ander investeren. Je kunt natuurlijk één laag gebruiken, maar het werkt iets slechter - het uiteinde is snel gerafeld en de hoeveelheid geabsorbeerd soldeer is klein. Het wordt minder gelijkmatig over het oppervlak verdeeld.
Het koperen deel van het blik is ongeveer 6 ... 7 cm lang, terwijl 1,5 ... 2 cm, voor montage op een stok.
Snij met wat marge twee stukken riet af.

Een van hen moet worden uitgebreid. Om dit te doen, knijpt u het voorzichtig in het midden, vanaf de uiteinden, terwijl de diameter aanzienlijk toeneemt. We breiden het eindelijk uit met een scherp potlood, maar zonder fanatisme zal het niet beginnen te ontrafelen.

Trek nu voorzichtig aan het tweede stuk riet. Het is mogelijk voor dichtheid in één keer twee. Vervolgens trekken we aan de uiteinden van de buitenste vlecht, deze 'glijdt' als een thermobuis en sluit de inhoud stevig af. We krijgen het werkstuk met de gewenste dichtheid. Met een tang richten we een rand uit en breiden we deze opnieuw uit met een scherp potlood. Nu zijn beide vlechten bij elkaar.
Niet diep, in lengte iets meer dan 20 mm. Dit vormen we de stoel voor de stick-stick. Trouwens, nu moet het gemaakt of opgehaald worden. De eenvoudigste manier is natuurlijk om splinters met een mes of een bijl een stuk van een bord met een rechte laag af te snijden, maar het kan een pen zijn van een oud penseel en misschien een potlood.

Het zal geen pijn doen, met een scherp mes, een beetje weglopen van de rand van de stok om een kleine ringvormige uitsparing aan te brengen zodat onze vlecht niet van het handvat glijdt - tijdens gebruik zal het met enige moeite moeten worden getrokken. Vervolgens bereiden we de voorbereide tweelaagse vlecht op het handvat voor en op de plaats van de uitsparing winden we deze op met een dikke koperdraad. De "knoop" kan worden vastgezet met een minuscuul druppeltje soldeer, maar ook alsof het niet is afgewikkeld.
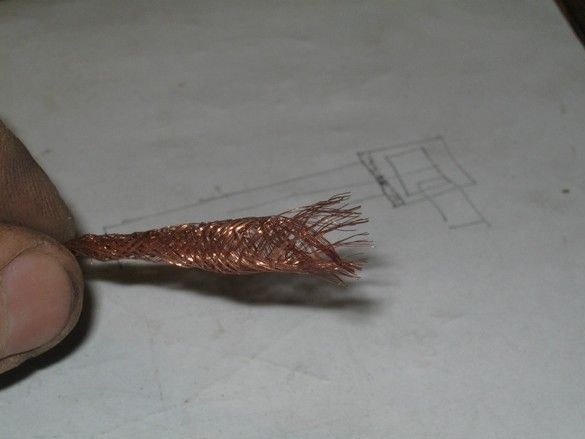
Het blijft over om de lengte te specificeren en het uiteinde af te knippen - de lengte van het "vrije" deel, voor een zachte vlecht van dunne draad, is handig ongeveer 5 cm.

We vertinnen het uiteinde van de vlecht met het soldeer waarmee we willen werken, terwijl de draden aan het uiteinde gedeeltelijk niet zijn gedraaid, dit is toegestaan. Het is een paar centimeter van de rand druk, het midden moet flexibel zijn. Als het soldeer geen gewone foto is, is het logisch om dit feit op te lossen met een viltstift op het handvat.

De tool is best handig, tijd bespaart niet veel, maar zorgt voor een aanzienlijk meer uniforme coating. Naast printplaten wordt het gebruikt voor het vertinnen van onderdelen vóór structureel solderen. Voor metalen onderdelen is een vlambrander vereist.