

Het productieproces van een bijl zou eigenlijk al moeten beginnen voordat een bijl wordt verkregen: het is noodzakelijk om een berkenplank van hoge kwaliteit met een dikte van 35-40 mm aan te schaffen, die voorzichtig langzaam moet worden gedroogd. Het is voldoende om een bijl te hebben die niet meer dan 1,5 kg weegt. Ik merk op dat het ook kan voorkomen dat je na het aanschaffen van een geplante bijl voelt dat de bijl niet genoeg is. In dit geval kun je de bijl opnieuw maken en op de vrijheid om een bijl te planten met een massa van minder.
De asconfiguratie mag niet worden gezocht bij overmatig buigen. Het materiaal voor een dergelijke bijl zou moeten dienen als een kroes van een deel van berk dichtbij de wortelstok. En aangezien voor u de bijl blijkbaar niet, om zo te zeggen, de belangrijkste kostwinner is, kunt u rondkomen met een eenvoudigere configuratie van de bijl.
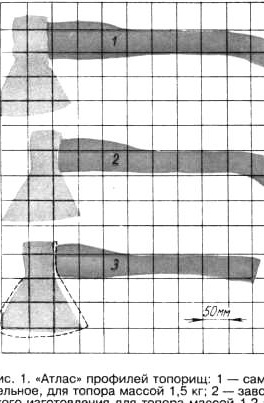
Als sjabloon kunt u de vorm van uw favoriete bijl gebruiken (afb.1). Het werkstuk kan het beste van het bord worden gesneden met een elektrische decoupeerzaag, terwijl de speling aan de zijkanten erg onbelangrijk is, omdat de zaagzuiverheid extreem hoog is en de zaagnauwkeurigheid ook. De vergoeding aan de voor- en achterkant moet groter zijn.
Bij het voorbewerken van een werkstuk kan overtollig materiaal langs de randen worden verwijderd met een cirkelzaag. Aan het begin van de bewerking wordt het mondstuk van de bijl afgesteld met behulp van een beitel, vlak, bastaardvijl en hamer, waarmee het werkstuk in het oog van de bijl wordt gedreven (afb. 2, a). Het handvat van de bijl wordt verwerkt na het voorlopige mondstuk van de bijl en, zoals ze zeggen, langs de arm. De gereedschappen zijn hetzelfde plus een schuurpapier om te slijpen.

Er wordt een snede gemaakt in het voorste gedeelte van de behandelde bijl, die lichtjes is doorboord met een beitel. Vervolgens wordt de bijl uiteindelijk geplant, wordt het uitstekende deel van de bijl afgesneden met een tafelzaag en wordt een puntige wig van staal van 3 mm dik gehamerd (afb. 2.6). Nadat de wig de bijl op de vereiste diepte heeft ingevoerd, wordt het uitstekende deel afgezaagd op een afstand van ongeveer 5-6 mm van het einde. Ik merk op dat het uitstekende deel van de wig geen ernstig obstakel voor het werk zal zijn, maar later, als de bijl losraakt, wat om verschillende redenen kan gebeuren, zal het mogelijk zijn om de wig volledig te hameren en de bijl opnieuw duidelijk vast te zetten.
Pas daarna wordt het uiteinde van de handgreep afgezaagd en wordt het oppervlak van de bijl geïmpregneerd met lijnolie of gecoat met olievernis. Opgemerkt moet worden dat berken soms een verhoogde neiging tot scheuren hebben.Wanneer deze eigenschap wordt gevonden in de productiefase dicht bij de finish, kunnen gevaarlijke gebieden nabij de achterkant worden versterkt door gaten te boren met een diameter van 8 mm in de richting loodrecht op de richting van de lagen. Kunstknopen worden erin gehamerd met PVA-lijmpennen, die gemaakt moeten zijn van minder hard hout.