

Voor hoogwaardige impregnering van messtelen met diverse samenstellingen is een vacuümkamer nodig. Het proces is heel eenvoudig. Giet de compositie in de kolf, dompel het product onder en sluit het deksel. We zetten het netwerk aan en pompen de lucht eruit. Verander afwisselend de onderdruk met positief. Zo wordt alle lucht uit het product vervangen door impregnering. Het is mogelijk om de stof met hars in blokken of matrijzen te lijmen voor overlays op de handvatten.
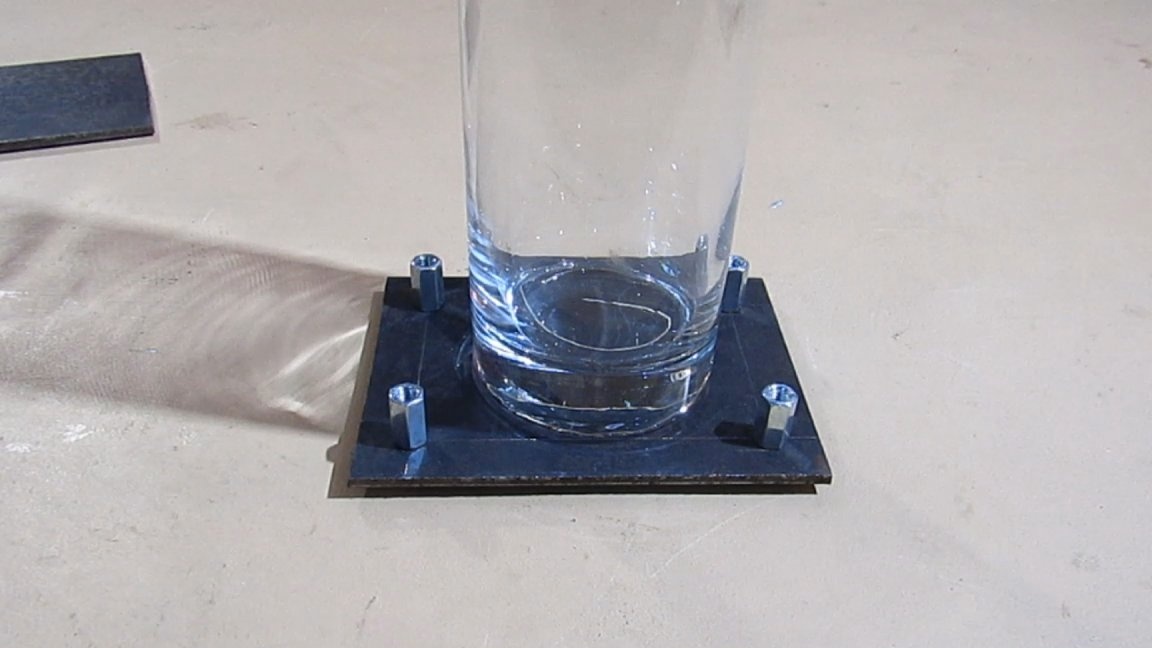
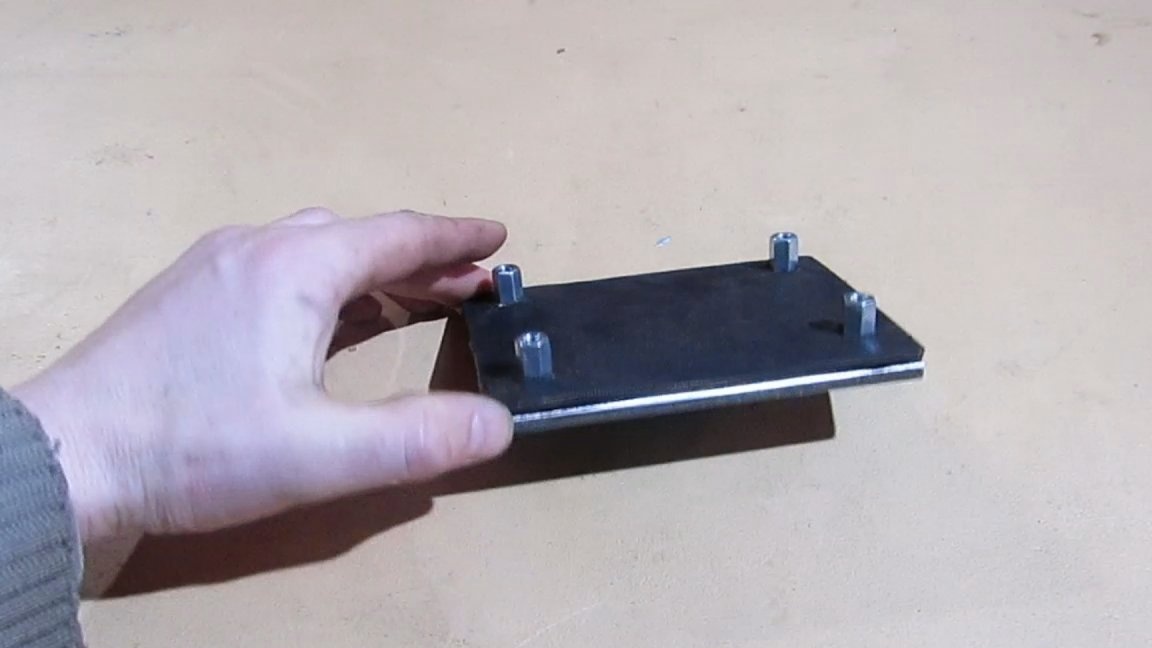
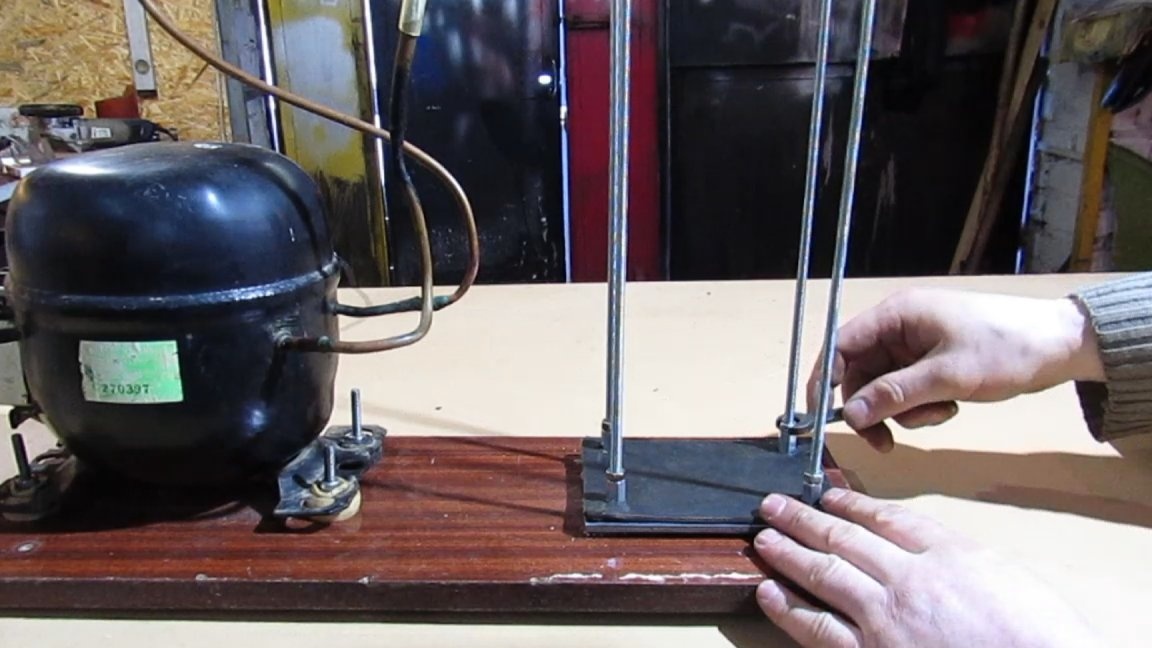
De compressordonor is de compressor uit de koelkast. Ik heb een glazen vaas gebruikt voor de kolf. Een stuk spaanplaat diende als ondersteuning. We boren gaten van 6 mm in de spaanplaat en bevestigen de compressor hieraan via de eigen elastiekjes van de compressor. 3 mm dik metaal. snijd een vierkant met zijden van 8 × 8 cm. onder de afmetingen van de onderkant van de vaas. Dit is de onderkant van de buden. We boren gaten van 9 mm. in de hoeken van de plaat en zet de m6 bouten vast met verlengde (verbindings) moeren. Ze worden met de bovenplaat en capaciteit in de tapeinden van de koppeling geschroefd.
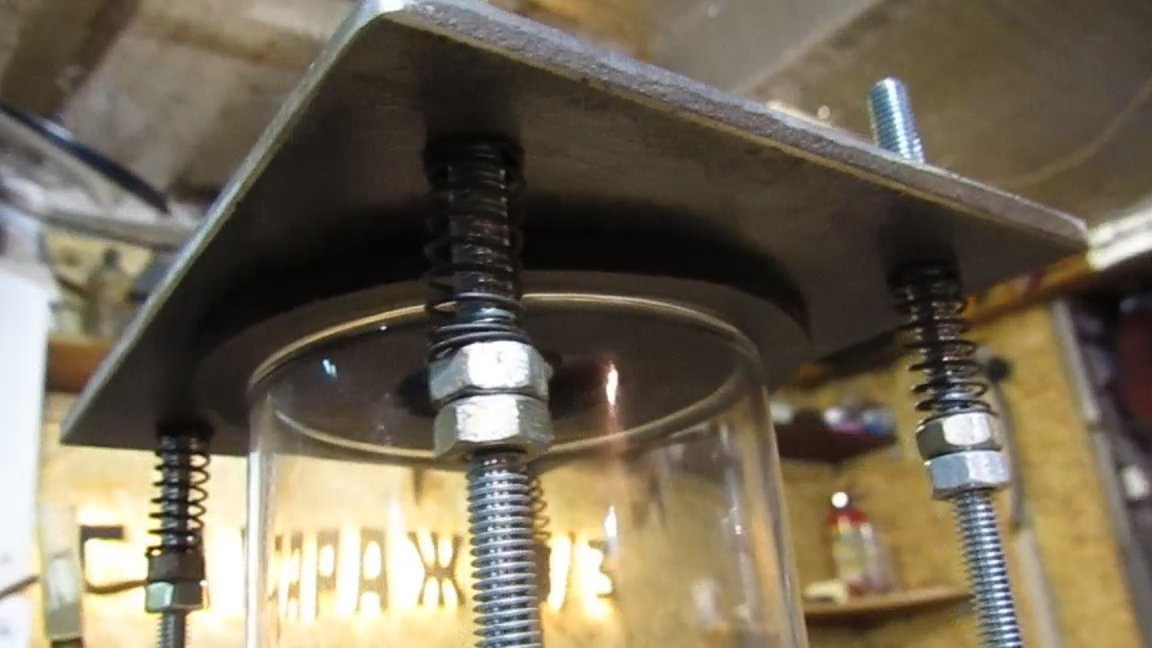
Hetzelfde vierkant wordt uit plaatrubber gesneden, gaten worden geboord en op langwerpige moeren gezet. Dit is nodig om te voorkomen dat de glazen container barst.





Voor de bovenklep heb je nog een metalen doos nodig met gaten in de hoeken. We schroeven de moeren op de tapeinden, zetten de veren op en bovenop de plaat. Het is handiger om het met noten te persen, het zogenaamde "lam". Voor het pompen en pompen van lucht wordt in het midden van het deksel een gat geboord en wordt de fitting ingeschroefd. Alle verbindingen moeten strak zijn om lekken te voorkomen. U kunt rooktape of draadafdichtmiddel gebruiken. Een rubberen ring wordt tussen de drukplaat en de container geplaatst om vast te maken. Het kan op de plaat worden gelijmd zodat je het niet elke keer precies in het midden blootstelt.


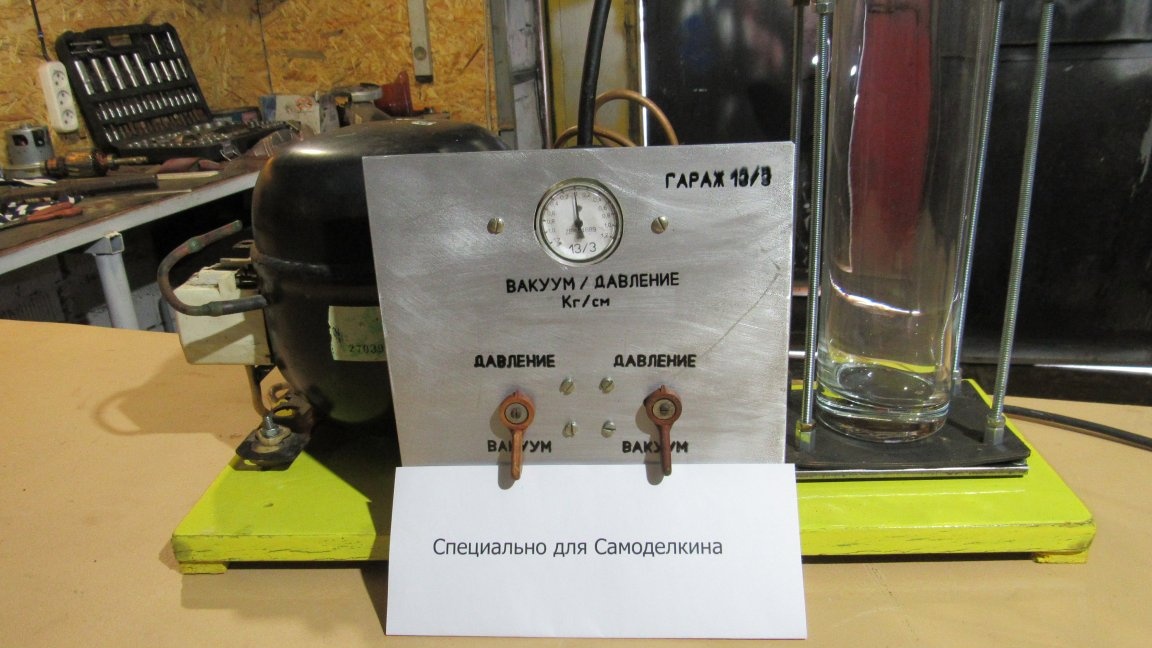
Een paneel voor controles wordt uit duraluminium gesneden. Daar is ook een manometer geïnstalleerd. Om te schakelen tussen vacuüm en druk, worden driewegkleppen gebruikt in een hoeveelheid van twee stuks. voor manometer en twee driewegkleppen. Hij tekende ook op het voorpaneel met behulp van laser-ijzertechnologie. Deze methode wordt gebruikt om geleidende sporen op printplaten aan te brengen.Lees op internet wat het is.
Om de manometer druk en vacuüm te laten zien, moet deze opnieuw worden gedaan. We demonteren het en stellen de tandwielsector in het midden van het tandwiel bloot, waardoor de pijl in beweging komt. Nu blijft het alleen om de diepgang te buigen. De manometer gebruikte 2,5 kg. Om de inscriptie te beschermen tegen slijtage, bedekte ik het voorpaneel met vernis uit een spuitbus.



De steun van de vacuümkamer voor schoonheid was geverfd met gele verf. De verbinding van alle elementen wordt gemaakt door polypropyleen buizen.
Tijdens het testen wordt binnen 15 seconden een vacuüm van - 1 kg gecreëerd en wordt de druk sneller gepompt. Ergens rond de 5 seconden. Ik denk dat dat genoeg is voor de impregnering.
Een kleine video met de stappen van de camera-montage.