
Aluminium laat zich gemakkelijk smelten en met behulp van wrijving is het gemakkelijk om het op de gewenste temperatuur te brengen. Het zogenaamde "wrijvingslassen" is hierop gebaseerd.

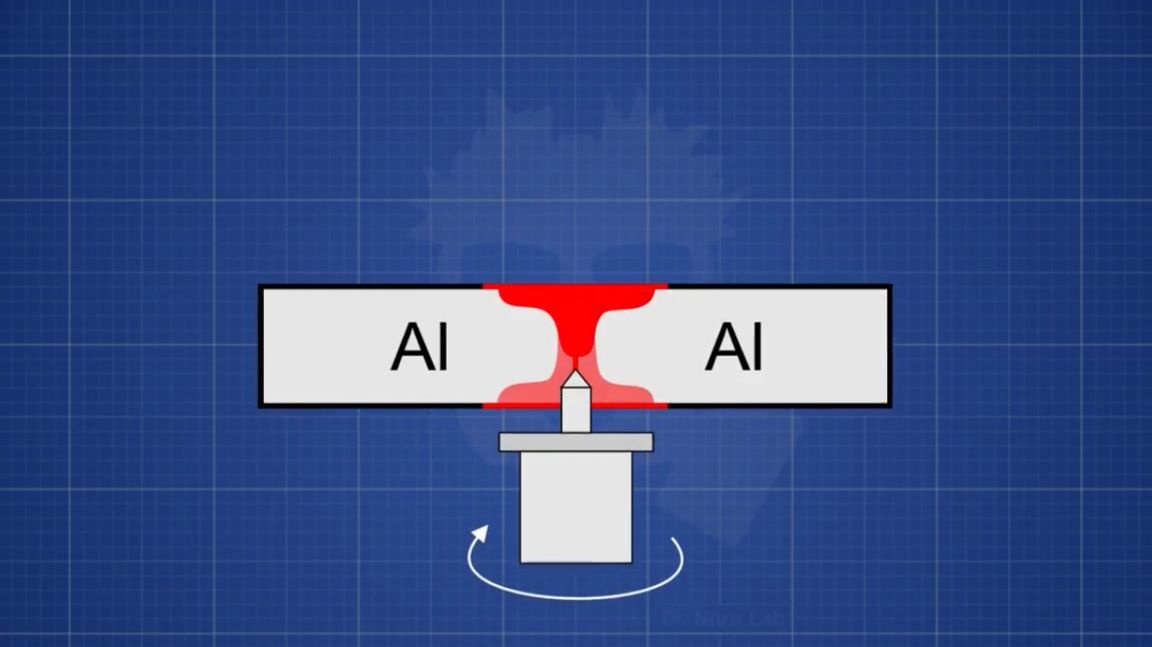
Door de rotatie van het mondstuk wordt het werkstukmateriaal verwarmd, gesmolten en gemengd, waardoor een niet-scheidbare verbinding ontstaat. Is het mogelijk thuis voorwaarden met een minimum aan tools om zoiets te doen? Laten we het bekijken!
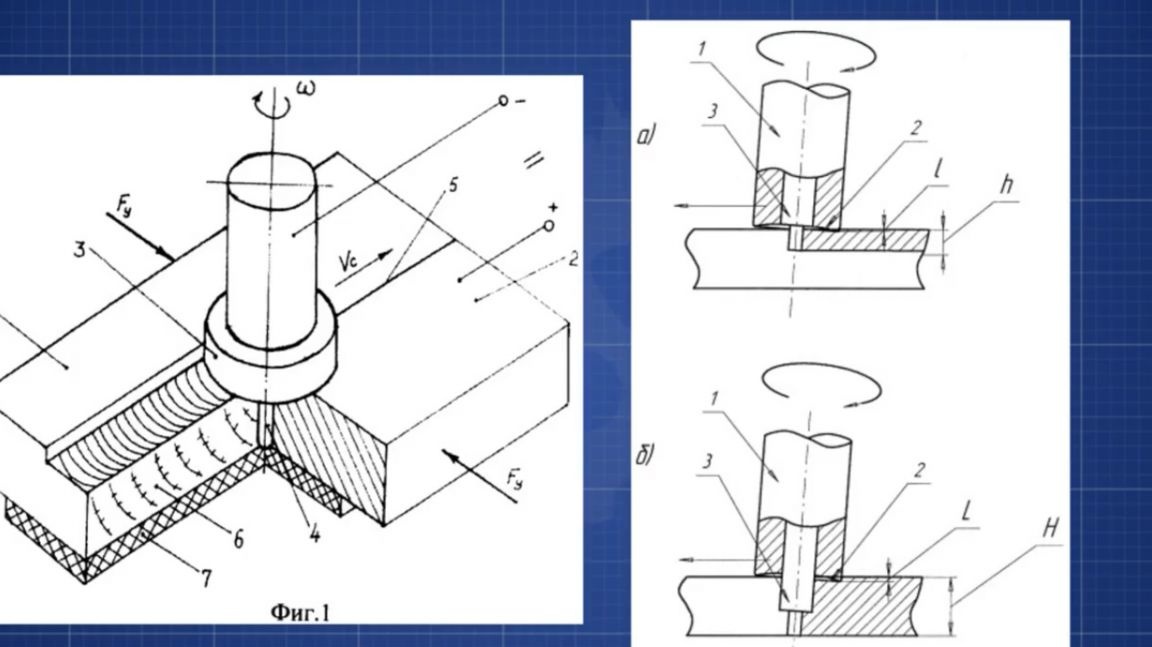
Na de tekeningen bekeken te hebben, maakte de meester zoiets eenvoudigs:






M4-bout, twee gewone moeren en een derde moer met een drukring. Het uitstekende deel van de bout moet op een kegel worden geslepen en de hoogte moet overeenkomen met de dikte van de werkstukken. Mechanisch lassen is echt een post-apocalyps-technologie)))
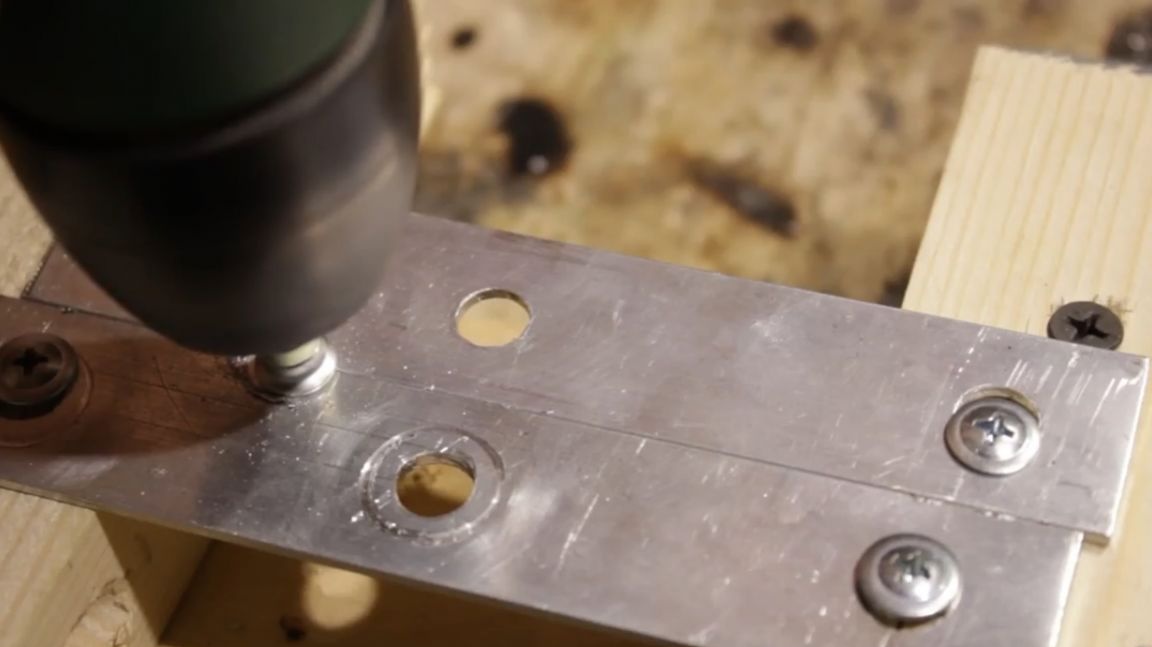
De blanco's bestaan uit twee delen van een aluminium strip van 2 mm dik. Probeer ze eerst zo te bevestigen dat ze alle oppervlakken zo min mogelijk raken.




We fixeren ze zodat ze stevig tegen elkaar worden gedrukt en boren een gat van waaruit we zullen beginnen.

Na de eerste poging is het resultaat niet indrukwekkend. Het is te zien dat we op de kruising enkele millimeters vooruit zijn gekomen, maar het proces is erg moeilijk.


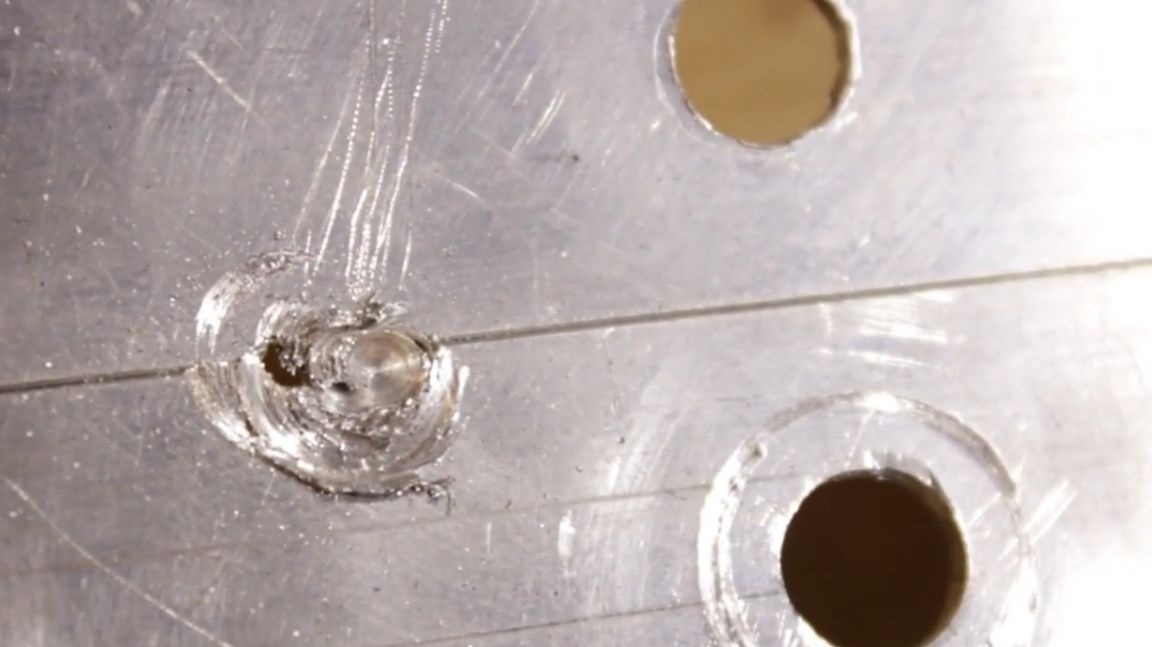
Het is noodzakelijk om het oppervlak van het mondstuk waterpas te maken en het uitsteeksel niet zo dik te maken. Hoe gladder het oppervlak, hoe beter de metalen hechten en hoe sterker de wrijvingskracht. Dit is wat er uiteindelijk is gebeurd.



Bij de tweede poging leek alles in eerste instantie goed te beginnen, maar toen begon het mondstuk gewoon opzij te drijven en faalde de naad opnieuw.


De derde keer werd besloten om de werkstukken zo te fixeren dat ze zo min mogelijk buigen, want daarvoor merkte de auteur dat de bocht het normaal drukken van het roterende mondstuk op hen echt belemmert. En toch is het nodig om een kleine opening te maken, zodat het gereedschap gemakkelijker kan worden geleid.




Hierdoor kregen we weer geen normale naad ...
Deze keer zullen we de oppervlakken van de te lassen onderdelen reinigen. Neem de kleinere werkstukken en zet ze stevig vast zodat ze praktisch niet buigen en er geen openingen tussen zitten, hoe dichter de werkstukken passen, hoe beter.



In eerste instantie warmt het metaal lang op, maar dan gaat het proces merkbaar sneller. En wanneer het metaal van de werkstukken en het mondstuk de bedrijfstemperatuur bereiken, begint het lassen als een uurwerk te verlopen.





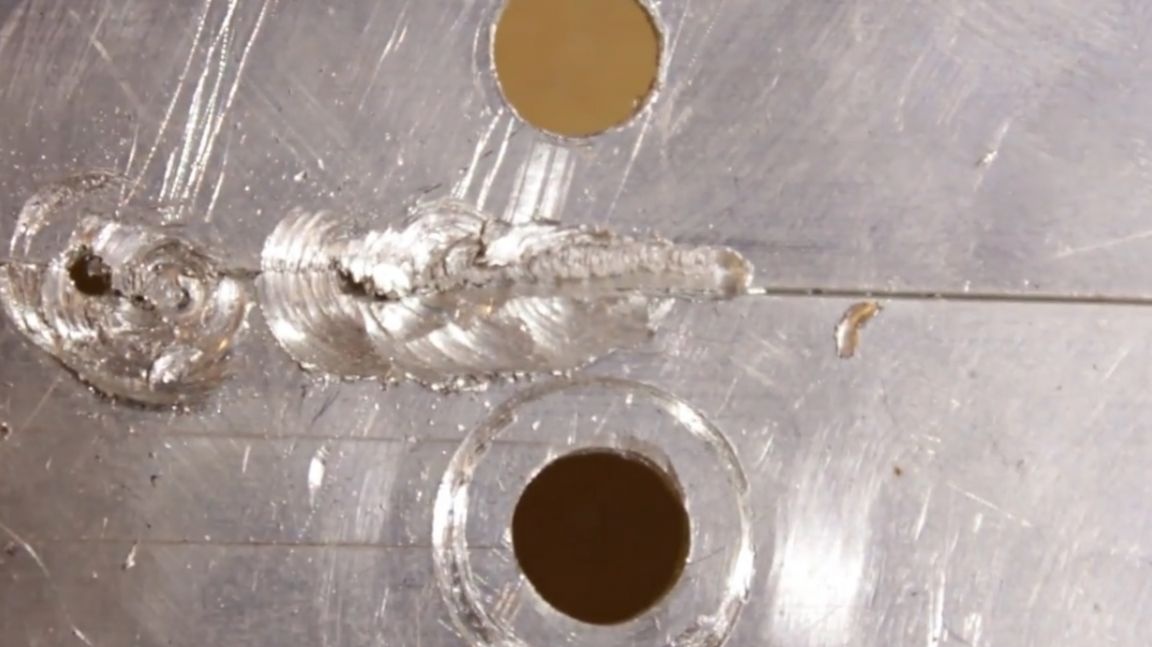
Kijk, eerst kun je zien hoe het mondstuk van links naar rechts liep, en toen ging het recht en creëerde een heel mooie naad.
Het metaal is van buiten gelast, maar aan de achterzijde is duidelijk te zien dat de naad niet te hoog is.

Om te breken was de resulterende naad sterk genoeg en kon hij niet met zijn handen worden gescheurd. Maar in de tegenovergestelde richting bezweek de naad gemakkelijk.




Omdat het metaal niet diep kookte, smolt en mengde de toplaag goed, terwijl de binnenlaag dat niet deed.
Daarna maken we nog een mondstuk met een grotere diameter en proberen we twee stukken aluminium vast te lassen aan plaatwerk.



Maar hoewel de voorvormen met gas waren voorverwarmd, was het nog steeds niet mogelijk om ze te lassen, de spuitmond bleef op één plaats zitten en ging niet verder, blijkbaar voor zo'n volume metaal is een groter aantal omwentelingen vereist, deze boor produceert slechts tot 3000 omwentelingen.
Het lasproces als gevolg van wrijving is enerzijds heel eenvoudig, maar anderzijds erg ingewikkeld, omdat het vanwege niet-naleving van de technologie moeilijk is om een goed resultaat te krijgen. Om twee goed uitgevoerde lasnaden te lassen, moeten ze zorgvuldig worden gereinigd en stevig tegen elkaar worden gedrukt, vervolgens aan de ene kant van de naad tot de helft worden gelast en vervolgens aan de achterkant.


Doordat de werkstukken goed tegen elkaar passen, reageert het metaal niet met lucht en ontstaat er geen oxidefilm. De resulterende naad zal mooi en sterk genoeg zijn.
Naast naden is er ook puntlassen! We zullen een mondstuk maken met een vergrote kegel, de hoogte is gelijk aan de dikte van twee blanco's, in het dikste deel heeft de kegel 3 mm en aan het einde - 1 mm.

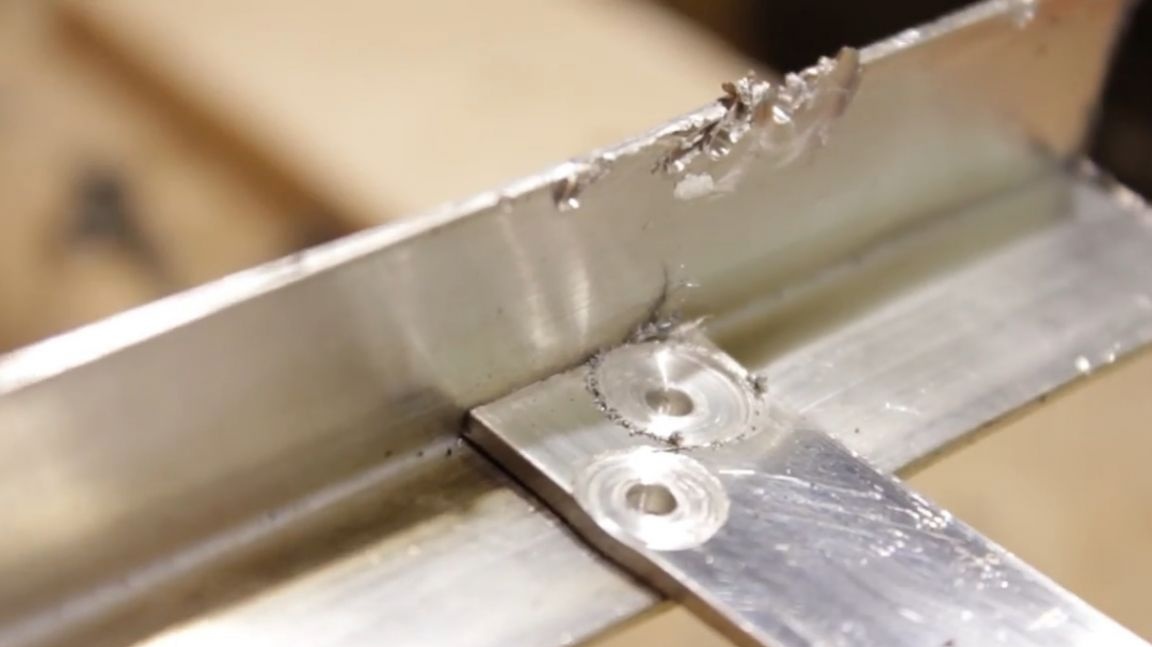
In de te verbinden delen boren we gaten voor met een diameter van 1,5 mm.

Daarna bak je ze met zo'n mondstuk.


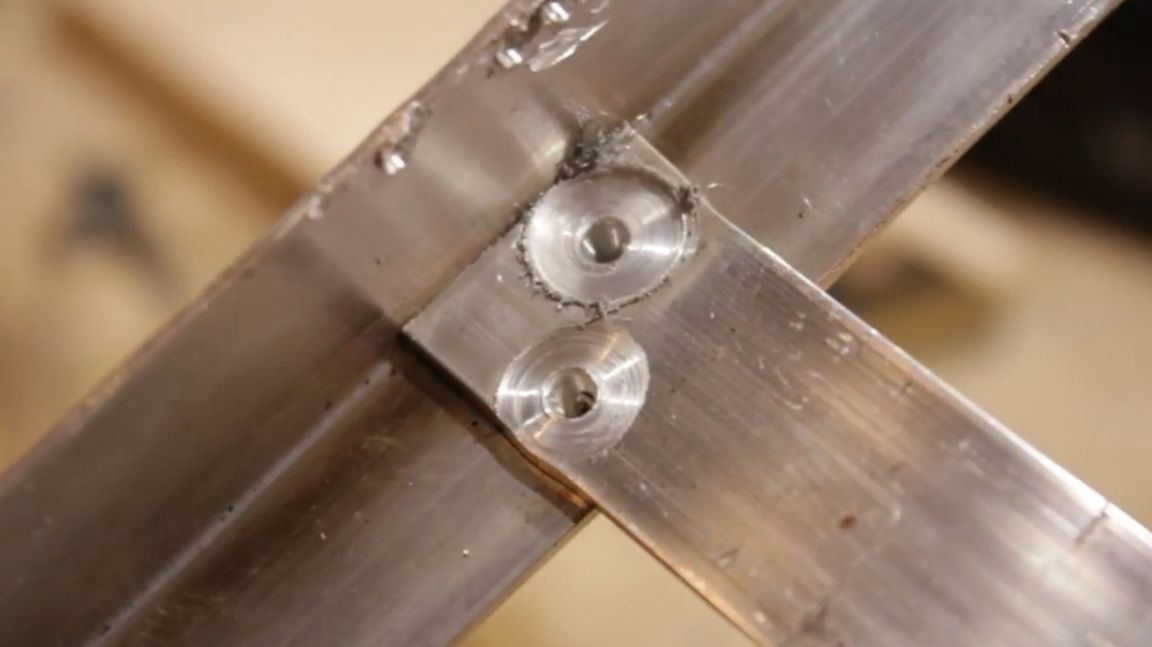
Het ene gat warmt iets beter op, het andere iets slechter. Terwijl de werkstukken heet zijn, kunt u herhaaldelijk door de gaten gaan en ze nog meer smelten. Zo zien de gaten er uit na het lassen, ze zijn een beetje gewassen en druppels van gefuseerd aluminium zijn hieronder zichtbaar.

De meester heeft zo'n pretentieloze testbank gemaakt en nu zullen we de ontvangen verbinding controleren, tegen welke belasting deze bestand is.


We bevestigen een fles van vijf liter bij de aansluiting en gieten langzaam langzaam een halve liter water in de fles.
Het leek erop dat de verbinding al bij drie kilogram uit elkaar zou vallen, maar daar was het! De verbinding weerstond 5 kg!




Daarna besloot de meester om te controleren of hij nog grotere belasting kon weerstaan en maakte hij een beweegbare lus.


Wacht even, wacht even! Heh heh heh heh!


Wacht even! Dat. een soort paradox! Gespannen moment!

Het houdt ... Nou wat is het! Huh? Breekt het hier? Huh? Eng))

Nee, dat is de limiet! 5 kilo! Aan de rand! En deze twee kleine stippen houden vast! Kunt u het zich voorstellen Nou, heren, ingenieurs, die normaal sopromat lesgaven aan de Polytechnic? Vertel me, wat is hier de hefboom en wat is de inspanning om deze twee punten te doorbreken?
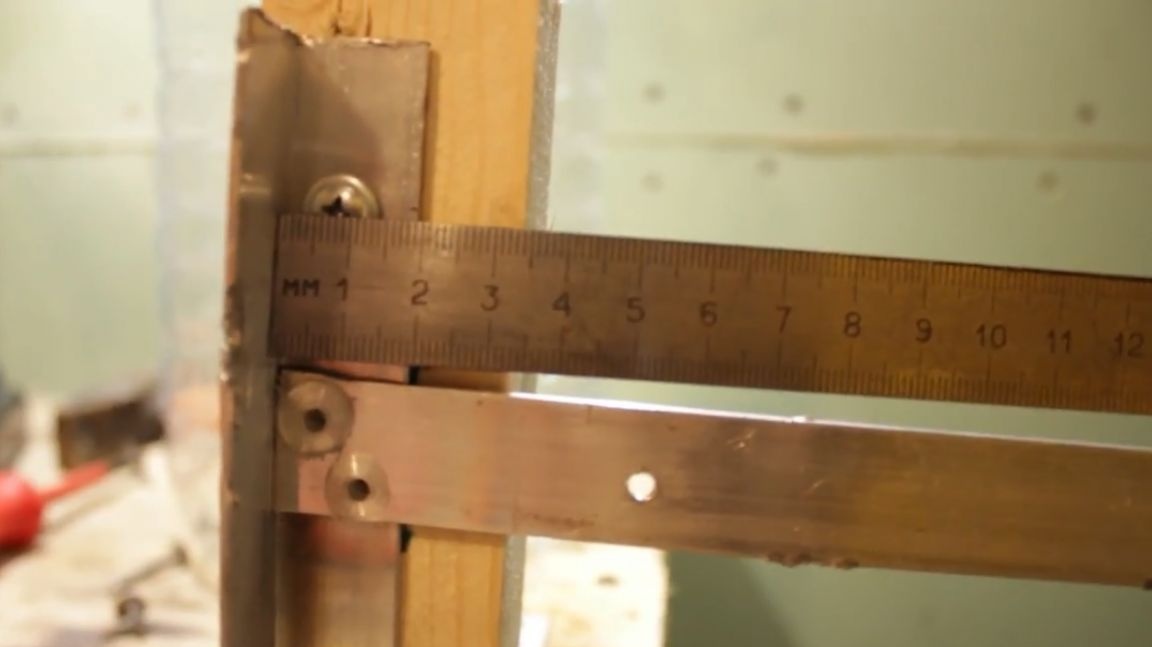

De belasting is 19 cm van elkaar verwijderd, een dergelijk resultaat had de auteur niet verwacht. Het leek erop dat het vanaf het allereerste begin zou afnemen, waarschijnlijk met drie kilogram. Helaas kan de naad niet worden gebrouwen in zulke rechttoe rechtaan ambachtelijke omstandigheden. Als er tenminste een boormachine was, zou het mogelijk zijn om te vechten. Maar met een boormachine is het gewoon, puur fysiek erg moeilijk om het op zijn plaats te houden. Ze probeert constant ergens weg te zwemmen. Het trekt in de ene richting en dan in de andere. Zeer hoge weerstand, dit aluminium is zo stroperig. Maar puntlassen was over het algemeen gaaf. Dit is gewoon een soort wonder, serieus!
Wel, het is noodzakelijk om haar te overweldigen! Hamer 800 gram. 800 gram! Het totale gewicht van 5800 gram!

Wat is er nog meer moeilijk voor ons, wat niet jammer is?

Dus 10 kilo, we beginnen. Het belangrijkste is om niet op je vingers te vallen.

Nee, in principe - het is logisch, het mag niet zo ver vallen, maar het is echt zwaar.

De strip begint al zijdelings te buigen. Dat is alles!

Het bleek beter om de bovenste klinknagel te koken en deze bleef op zijn plaats. Maar de bodem dook op.


Bedankt voor je aandacht. Tot binnenkort!
Video van de auteur: