

En dus zal onze held Tesla van een oude bijl maken met behulp van de lastechnologie die moeilijk te lassen staalsoorten is.
1. Gloeien van het onderdeel voor het lassen.
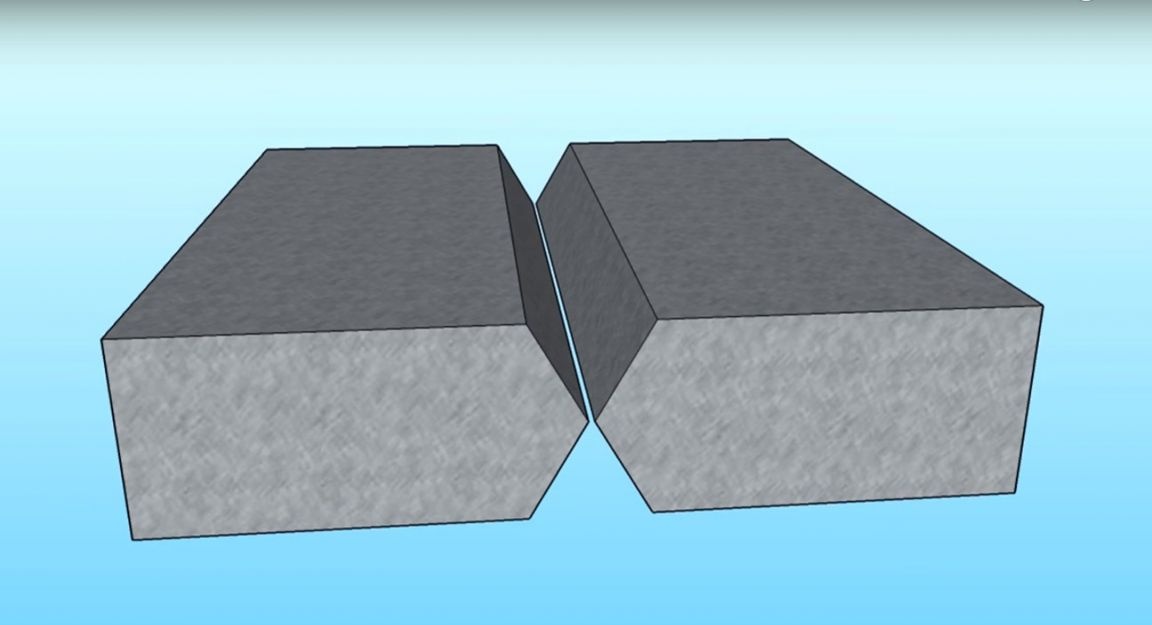
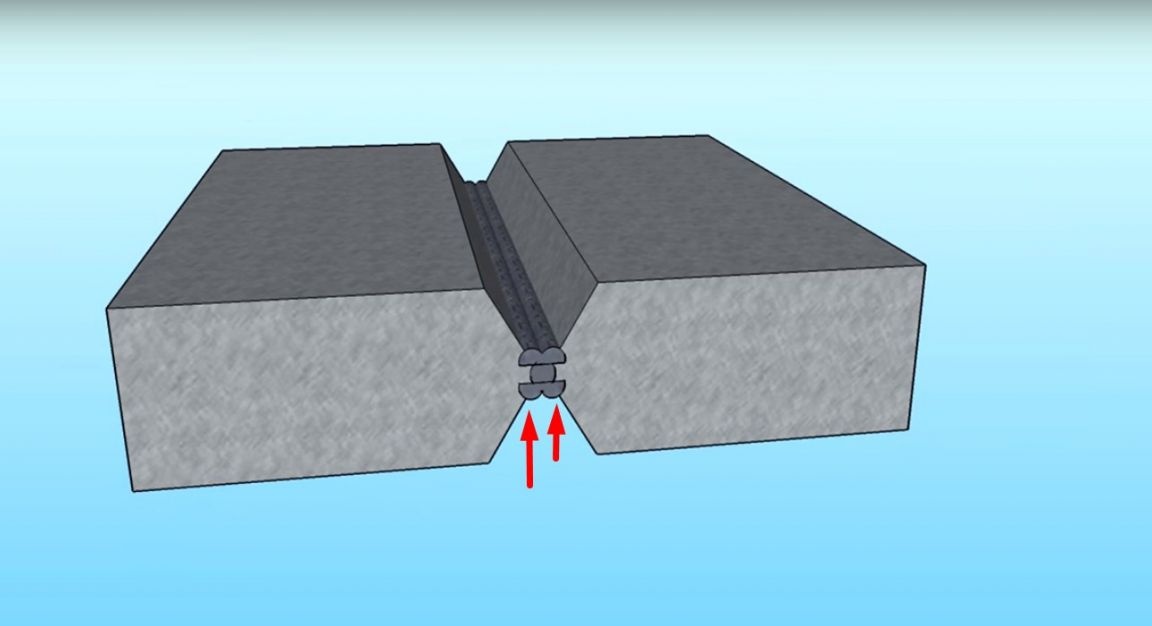
2. Diep snijden van de naad.
3. Verwarm onderdelen voor het lassen tot 200 - 300 graden.
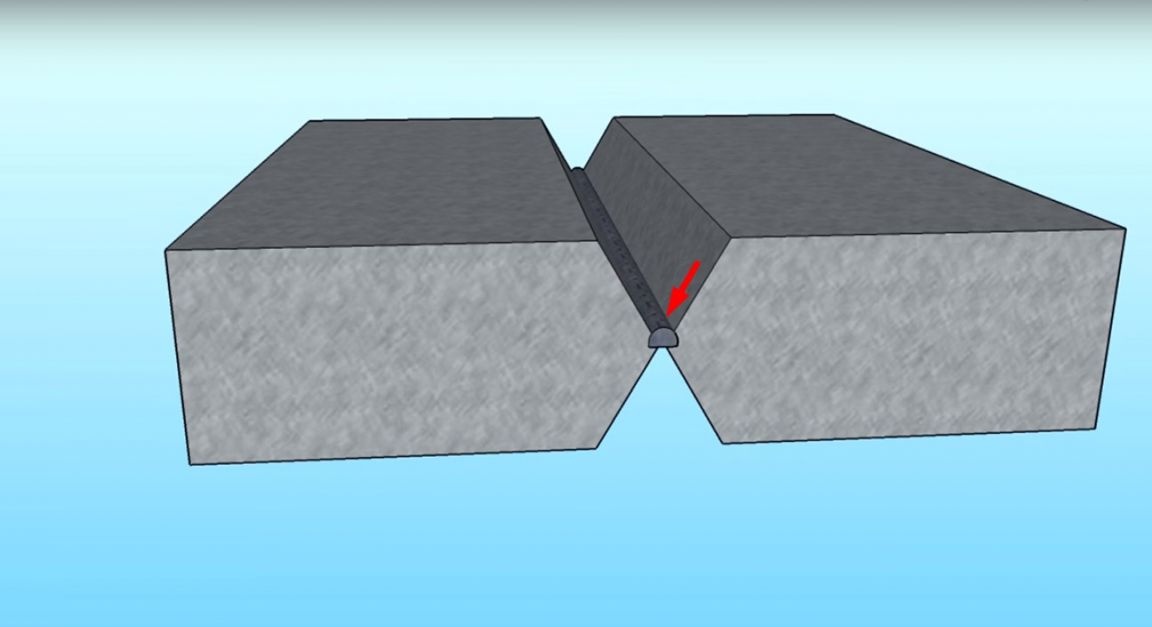
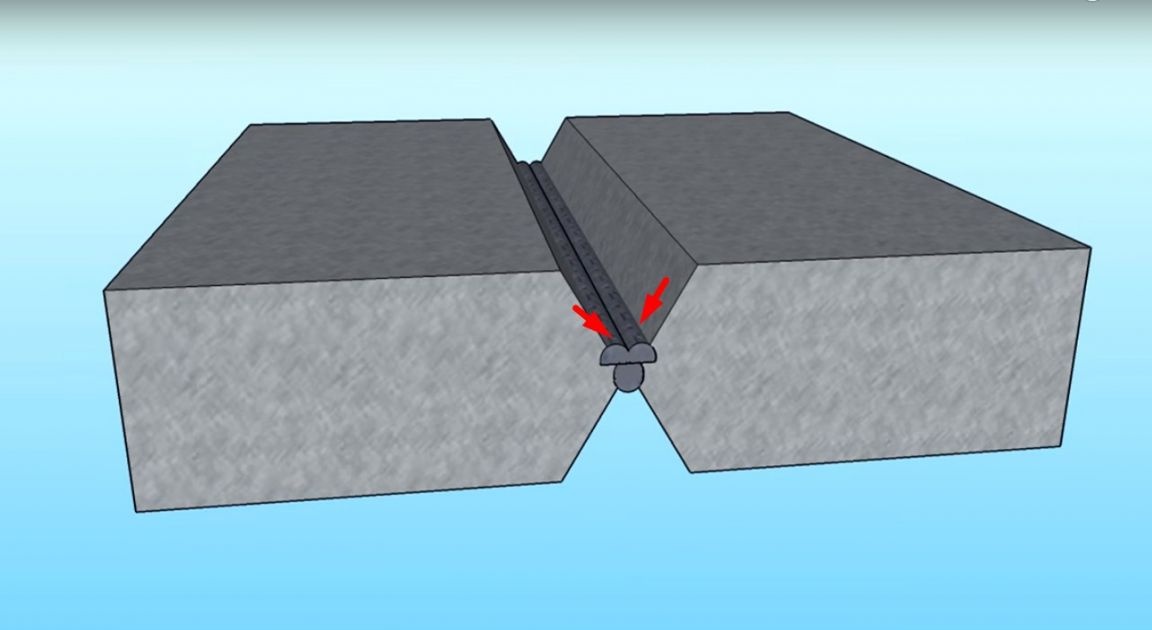
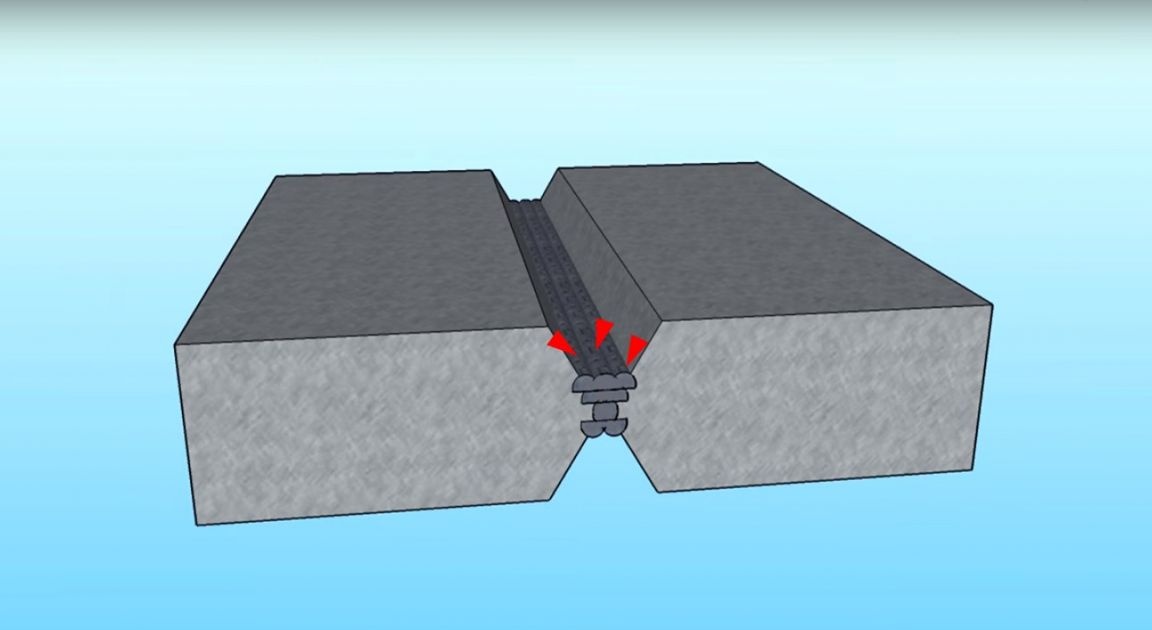
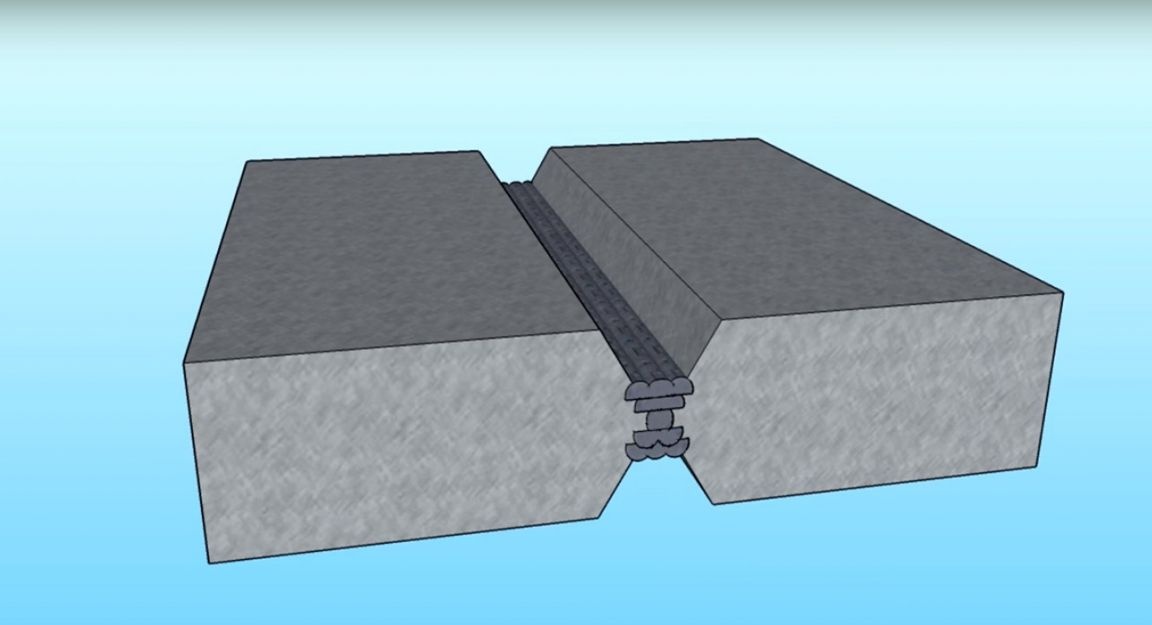
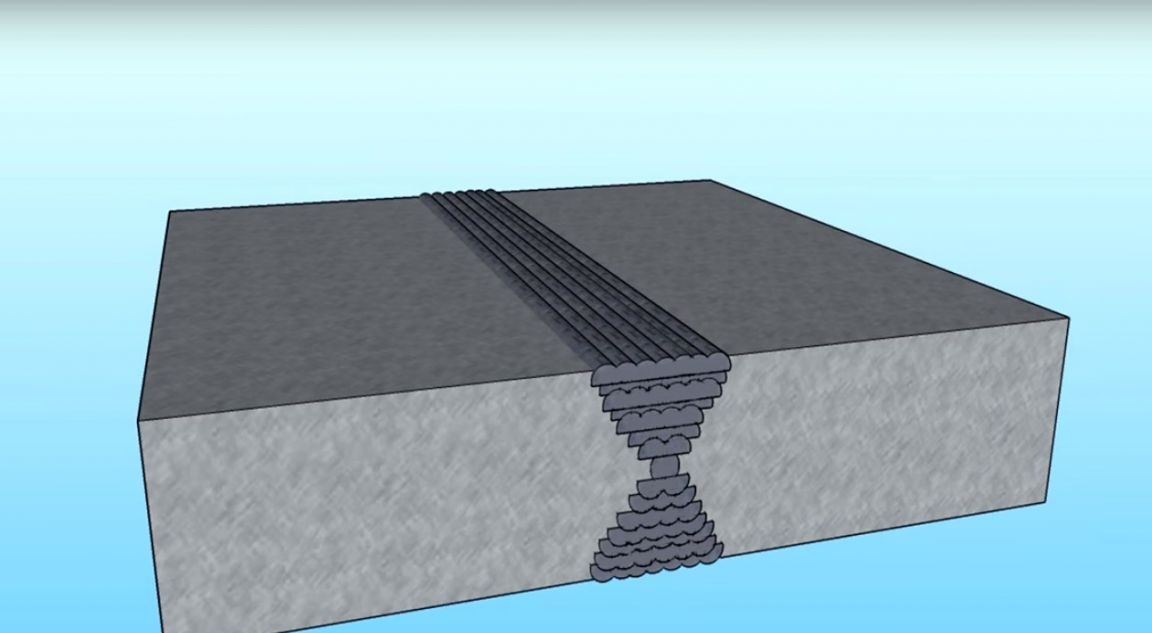
4. Laag-voor-laag vulling van de naad met verwijdering van slak van elke lasnaad.
5. Gloeien van het voltooide onderdeel.

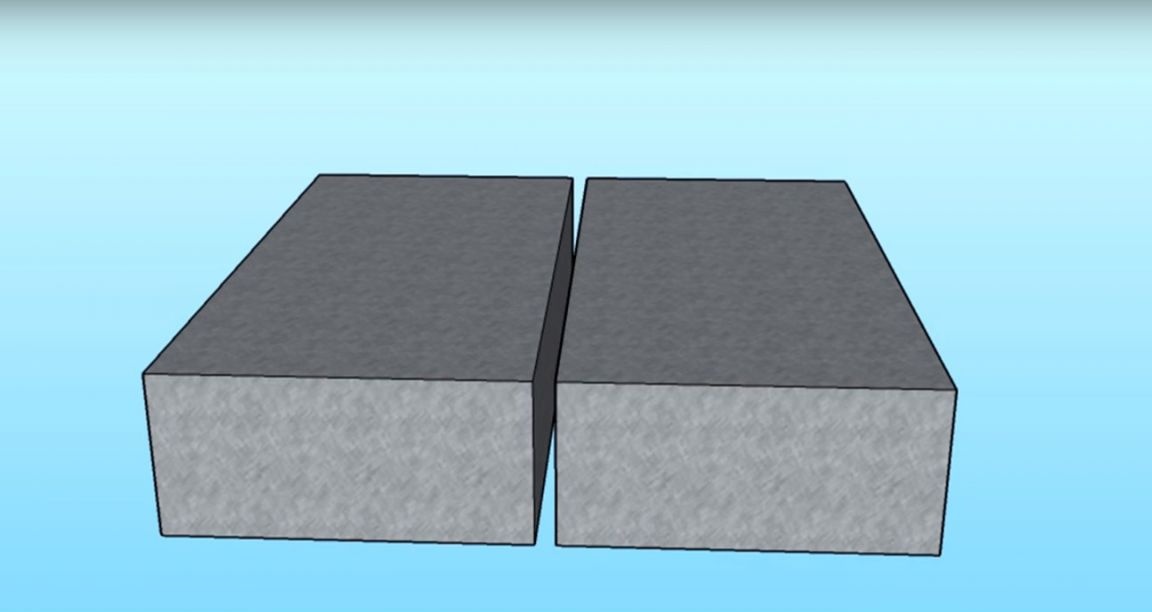
Een beetje theorie van de auteur. Twee delen te lassen.
Diep snijden van de naad.
Naad-voor-laag vulling.
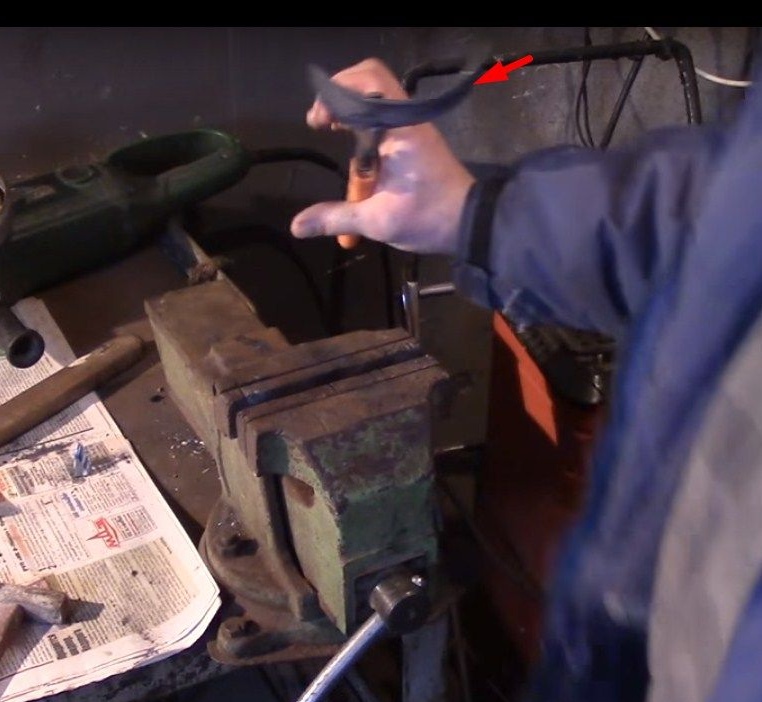
Welnu, nu begint de auteur de tool te vervaardigen. Om dit te doen, snijdt hij het canvas van de oude bijl.



Daarna verwarmt het het canvas in de oven en houdt het het hete metaal in een bankschroef, buigt het met een hamer, de buigradius is 6 cm Het metaal in de bankschroef koelt snel af, dus de auteur warmt meerdere keren op totdat hij het canvas naar de gewenste straal buigt.



Teslo is langer dan een gewone bijl, dus de auteur moet het gebogen canvas verlengen. Hij maakt een inzetstuk van een dikke stalen strip. Het voorverwarmen en een bocht maken, zoals een oude cooper tesla.


Verderop op deze strip zal de meester markeringen voor de kolf maken en alles overbodig maken.


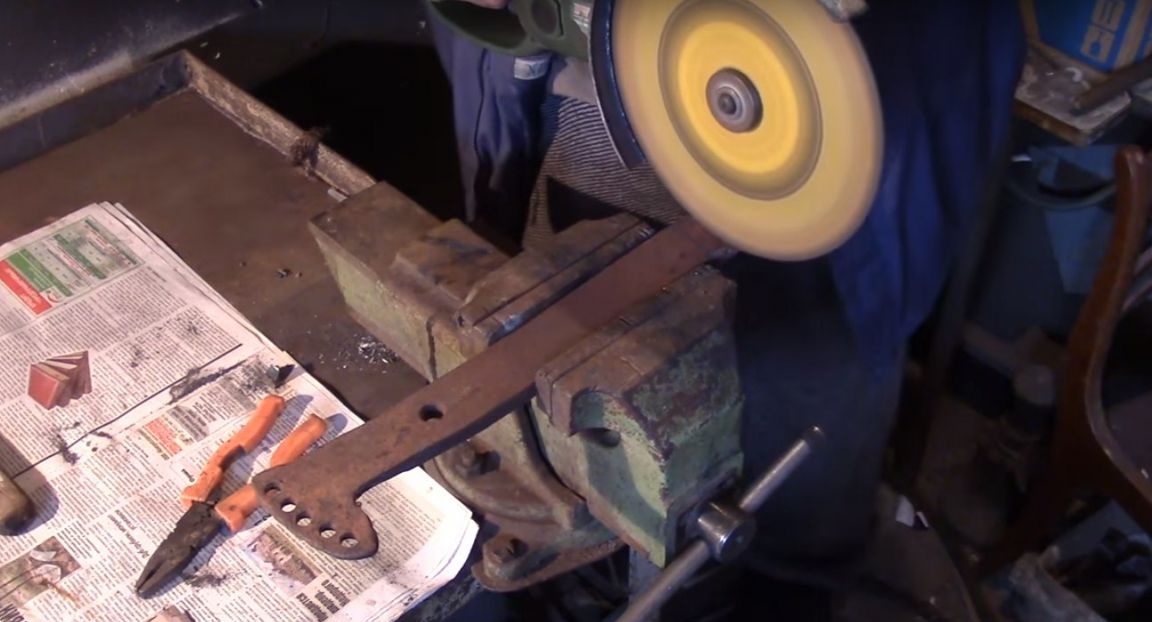

Om het gemakkelijker te maken om een onnodig stuk metaal uit te breken, zal de auteur boren. Nadat het onderdeel in een bankschroef is gehouden, breekt het met een hamer af.



Vervolgens snijdt het de randen af om de naad af te snijden.


En het lijkt erop dat het canvas met een inzetstuk is doorgesneden.


Vervolgens worden de onderdelen één voor één gelast, waarbij elke naad wordt aangebracht en gereinigd.






De auteur maakt de naden schoon met een draadcirkel voor haakse slijpmachines.

Voor het lassen gebruikte de auteur MP-3-elektroden., Voor de wortelnaad, 2 mm in diameter en 2,5 mm voor de rest van de naden.

Vervolgens verwijderde de meester het overtollige oppervlak met een schuurmiddel.


En slijpschijf op haakse slijper.




Verder bereidde de auteur zich voor op het lassen van een doek en kolf.




Vervolgens zette hij een oude bijl op, zette een hoek op en verwijderde de kromming.



En hij begon te lassen.




Ook heeft de auteur op deze plek verharding gemaakt voor de kracht van de tool.

Vervolgens heb ik al het overtollige verwijderd.





Vervolgens doet de auteur de warmtebehandeling van de tool. De auteur verdeelde deze fase in drie delen: 1) gloeien. 2) Tempereren. 3) Vakantie. Voordat de warmtebehandeling begon, stompte de auteur de snijkant af tot een dikte van ongeveer 1 mm.

1 Gloeien. Hij plaatst het instrument in de oven en verwarmt het, de auteur controleert de temperatuur met een magneet, als het metaal niet magnetiseert, dan is de temperatuur meer dan 768 graden. Nadat de gewenste temperatuur is bereikt, harkt de auteur de kolen opzij, sluit de oven en wacht tot deze volledig is afgekoeld.



Na uitgloeien is het metaal gemakkelijk te vijlen.

2 Blussen. Verwarmt het instrument weer door de temperatuur te regelen, zodra de magneet niet meer aan het metaal blijft kleven, wordt het nog eens vijf minuten verwarmd en wordt het eruit gehaald.

Dompelt eerst 3 cm van een heet gereedschap onder in water dat gedurende 3 seconden op 30 graden is verwarmd en vervolgens het hele gereedschap in olie totdat het volledig is afgekoeld.




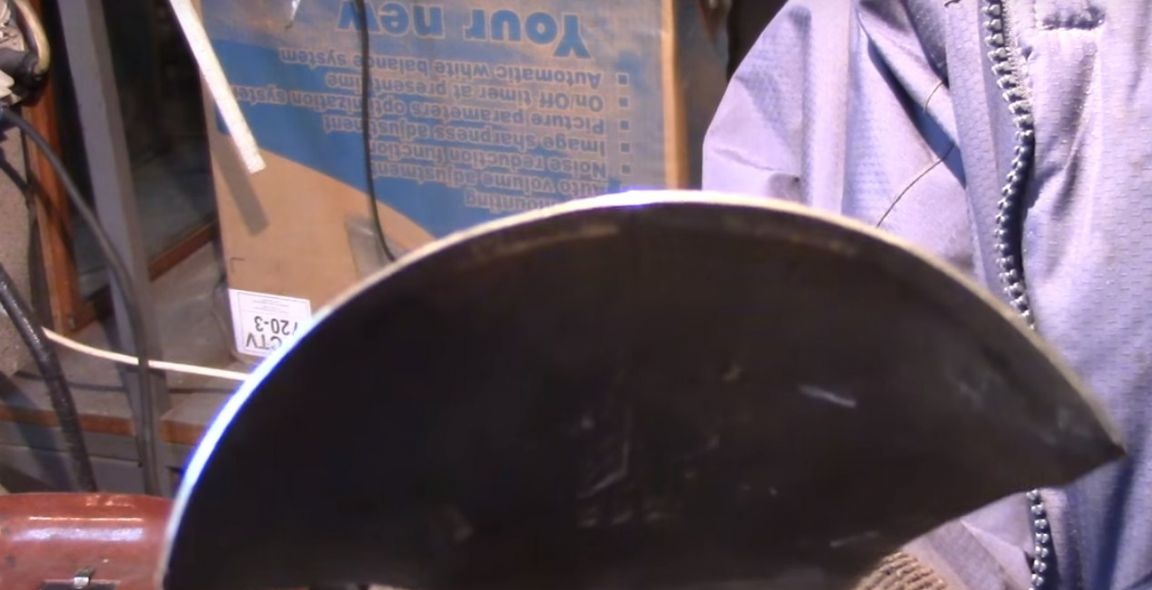
Het resultaat van verharding.


3 Feestdagen. De auteur is gemaakt in een conventionele gasoven en houdt het gereedschap een uur in de oven op een temperatuur van 300 graden.
De meester maakt het slijpen met een bloembladcirkel op de haakse slijper. Uitwendig slijpen onder een hoek van 30 graden.


Het resultaat van verscherping.


En uiteindelijk maakte de auteur een gereedschapsmondstuk op een bijl.


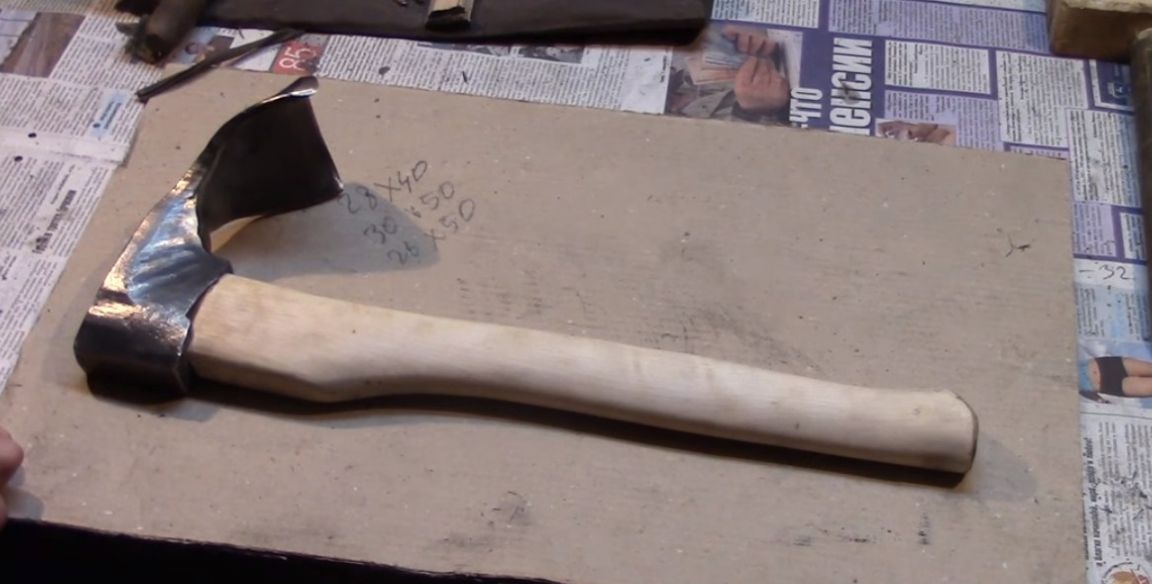
De auteur is erg blij met de tool. De auteur werkt al bijna 5 maanden met de tool. Op de lasplaatsen zijn er geen veranderingen.

Allemaal heel erg bedankt! En tot ziens.
Axe auteur video: